摘要:污泥是污水处理过程所产生的固体沉淀物质,它的含水率特别高,从而污泥的干化成了污泥处理的一道重要工序。
污泥干化机的横空问世,以及污泥干化技术日益的完善,将污泥干化推向了一个崭新的时代。通过压滤机将污泥脱水并且压成饼状,再通过污泥干化机将其含水率大大的降低,这样在后续的处理就可以节省一大笔费用。
其中,PLC与触摸屏在污泥干化系统中起着中流砥柱的作用。PLC可靠、有序的控制逻辑以及触摸屏的手自动控制模式,使污泥干化机达到一个高效的状态对湿泥进行干化。所以,本次毕业设计是对PLC与触摸屏在污泥干化系统中的应用进行了研究。
关键字:PLC,触摸屏,压滤机,污泥干化机
第1章 绪 论
1.1 课题研究的背景和意义
1.1.1 课题研究的背景
随着工业迅速的发展,人口急剧的增加,工业和生活污水排放量日益增多,污水处理厂的建设也越来越多。活性污泥法是目前世界上应用最广泛的污水生物处理技术,但是它最大的弊端就是产生大量的剩余污泥。我国从二十世纪九十年代以来,每年产生的污泥量超过一亿吨。大量堆积的污泥,不仅会占用大量的国土面积,而且污泥中含有大量的细菌,以及难以降解的化学有害物质,又由于污泥的含水率高、体积大,给放置和装运带来很大的困难,城市的污泥如果处理不当将会对生态环境造成非常严重的影响。从而污泥的干化成了污泥处理的一道重要工序,污泥干化设备的横空问世以及污泥干化技术的日益完善,帮助许多公司节约了大笔的成本。其中,PLC与触摸屏在污泥干化系统中起着中流砥柱的作用。PLC可靠、有序的控制逻辑以及触摸屏手自动控制模式灵活的切换,使污泥干化机达到一个高效的状态对湿泥进行干化。所以,本次毕业设计是对PLC与触摸屏在污泥干化系统中的应用进行了研究。
1.1.2 课题研究的意义
污泥是污水处理过程所产生的固体沉淀物质。污泥没有进行干化前含水率是很高的,据资料显示其含水率在99.0%~99.3%之间,经过浓缩池后的污泥含水率为95~97%,压滤后的含水率在80%左右,但经过污泥干化设备处理后可以将其含水率降到10%以下,所带来的收益是非常大的。可充分实现对污泥进行“减量化、稳定化、无害化和资源化”处理或预处置过程。
1.2 研究的基本内容与拟解决的主要问题
1.2.1 研究的基本内容
本课题是对PLC与触摸屏在污泥干化系统中的应用进行了研究,主要的研究内容有西门子S7-200 SMART PLC程序的编写以及威纶触摸屏界面的设计。PLC结合触摸屏对污泥干化机进行智能控制,从而对污泥进行干化。
1.2.2 主要解决的问题
1、PID控制、温度采集、Modbus通信、间歇运行等程序模块的编写;
2、触摸屏弹窗的制作、元件的地址、数据的格式、与PLC连接的方法等;
3、机器自动运行时,是否按控制逻辑进行运行;
1.3 研究的方法与技术要求
1.3.1 研究的方法
在网上查阅相关的资料,评估机器控制逻辑的合理性,并且设计好控制逻辑的流程图。按照控制逻辑完成西门子S7-200SMART PLC程序的编写以及威纶触摸屏界面的设计。安装接线无误后,对机器进行调试(即程序仿真),通过触摸屏的操控,机器将按照控制逻辑正常运行,说明程序无误。
1.3.2 技术要求
本设计所涉及的程序模块较多,有PID控制、温度采集、间歇运行、Modbus通信等等,调用指令的时候要确保无误。触摸屏作为操控机器的辅助工具在本设计中起着同等重要的作用,在保证界面简单美观的前提下,还要求元件的地址、数据格式、与PLC的连接地址等和程序对应。这样才可以保证机器按照控制逻辑正常运行。
第2章 总体方案设计
2.1 总体方案设计流程图
总体方案设计流程图如图2-1所示,首先进行硬件的选型,合理选择完成这次设计所需要的硬件型号;其次是制定流程图(即控制逻辑),这是后面步骤的关键;最后安装好需要的软件,严格按照流程图进行程序的编写以及触摸屏界面的设计,并且进行程序的调试(机器是否按照控制逻辑正常运行)。
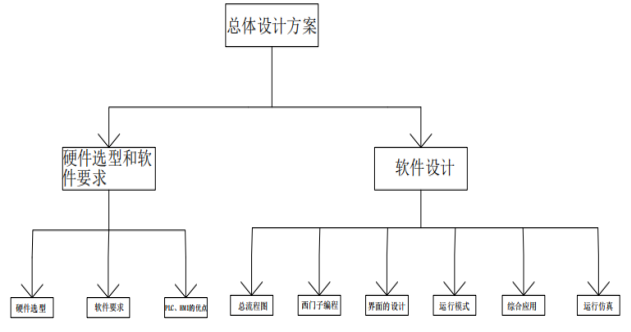

图2- 1设计方案
2.2 系统总体方框图
系统总体方框图如图2-2所示,西门子PLC模块由200SMAURT CPU模块、模拟量模块EM AQ02、温度模块EM AR04组成;而西门子PLC、威纶HMI、供电电源为总体构成部分,进而对污泥低温干化机进行智能控制。
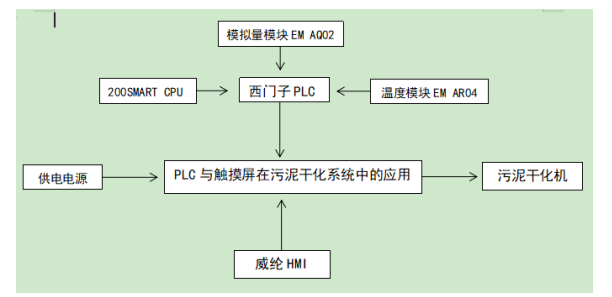
图2- 2总体方框图
第3章 硬件选型和软件要求
3.1 硬件选型
3.1.1 西门子CPU选型
西门子CPU选型如图3-1所示,考虑到I/O接口的个数,合理的选择了西门子200SMART CPU SR40,这样I/O接口的个数(24输入/16输出)够用,满足控制要求。
图3- 1西门子CPU
3.1.2 西门子扩展模块选型
西门子扩展模块选型如图3-2所示,涉及到温度的采集(压缩机排气、回气温度,循环回风、出风温度),所以选择了EM AR04(四线制的热敏电阻Pt100)。涉及到模拟量PID的控制,所以选择了EM AQ02(模拟量输出口和变频器相接),控制外冷风机的运转速度。EM AR04和EM AQ02都为扩展模块,CPU接入的电源是经过滤波器后220VAC(交流电),两个扩展模块接入的电源都是经过滤波器后再经过变压器(交变直)的24VDC(直流电)。
图3- 2扩展模块
3.1.2 威纶触摸屏选型
触摸屏选型如图3-3所示,考虑到界面要放置的元件较多,所以选择了10寸屏(型号为MT8102iE)。这个尺寸的触摸屏用户操作起来方便,触摸屏的显示也更直观,深受用户的喜爱。触摸屏接入的电源是经过滤波器后再经过变压器(交变直)的24VDC(直流电)。
图3- 3触摸屏
3.2 软件要求
西门子200SMART的编程软件为STEP 7-MicroWIN SMART版本为V2.4,软件的编程一般采用LAD(梯形图),梯形图看起来更加直观易懂。而威纶触摸屏界面设计的软件为Utility Manager版本为6.02.02。因为最新的版本对旧版本的一些BUG都进行了修复,以及对旧版进行了合理的优化,所以一般会选择最新的版本来做项目的设计。
3.3 西门子PLC的优点
西门子PLC作为PLC中的佼佼者,在控制方面具有较强的稳定性,在抗干扰能力方面也比较出色,体积较小,能耗低。
3.4 威纶HMI组态的优点
威纶HMI拥有RS422/485接口,可以使用USB、以太网进行远程控制。并且可以和PLC进行信息交换,实现人机界面的各项功能。
第4章 软件设计
4.1 总流程图
系统流程图如图4-1所示,在触摸屏将开关打到“自动”的状态,当按下“启动”按钮时,系统为自动运行状态。循环风机延时5S启动,温度探头采集的温度将会和触摸屏设定的温度进行对比,当“回风温度”小于23℃时,电加热延时5S启动;温度持续升高,到达25℃时,电加热延时5S停止;电加热关闭后5S,压缩机启动。回风温度将持续升高,到达48℃时,上下网带机、切条机、出料螺旋机将做间歇运行(运行60S,停止200S)。湿泥机作为一个独立的系统,启停只受上限位的控制,上限位停止,湿泥机停止;上限位运行,湿泥机运行。而外风冷机的转速是通过PID来控制的,使温度稳定在56℃。
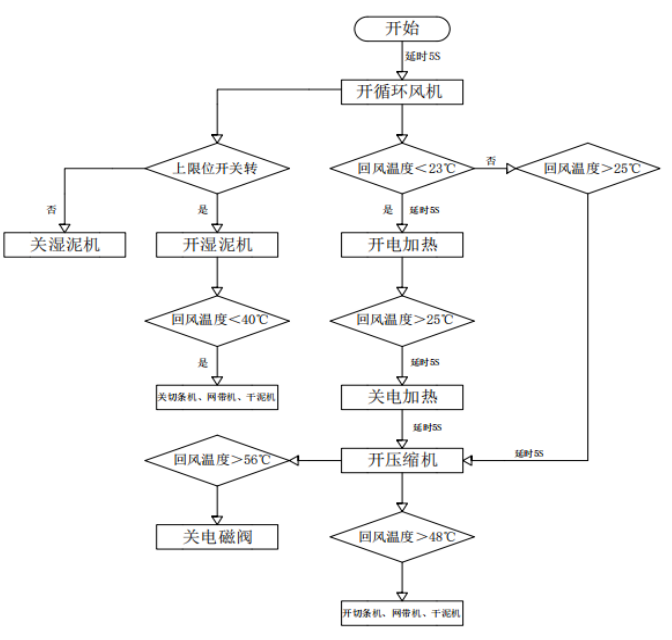
图4- 1流程图
4.2 西门子编程
4.2.1 I/O接口的分配
I/O分配表4-1如下所示,对机器控制时的I/O个数进行了合理的分配,这样在接线时不容易出现失误。
表4- 1I/O分配
| I0.0 | 急停 |
| I0.1 | 循环风机故障 |
| I0.2 | 压缩机故障 |
| I0.3 | 出料螺旋机故障 |
| I0.4 | 外风冷机故障 |
| I0.5 | 进料螺旋机故障 |
| I0.6 | 压缩机高压故障 |
| I0.7 | 压缩机低压故障 |
| I1.2 | 网带机1故障 |
| I1.3 | 网带机2故障 |
| I1.4 | 切条电机故障 |
| I1.5 | 备用 |
| I1.6 | 相序继电器 |
| I1.7 | 电加热器故障 |
| I2.1 | 湿泥上限 |
| I2.2 | 湿泥下限 |
| Q0.0 | 循环风机 |
| Q0.1 | 压缩机 |
| Q0.2 | 电加热 |
| Q0.3 | 出料螺旋机 |
| Q0.4 | 外风冷机 |
| Q0.5 | 进料螺旋机 |
| Q0.6 | 四通电磁阀 |
| Q0.7 | 压缩机加热 |
| Q1.0 | 红灯 |
| Q1.1 | 切条电机 |
| Q1.2 | 下网带机 |
| Q1.3 | 上网带机 |
| Q1.4 | 绿灯 |
| Q1.5 | 黄灯 |
| Q1.6 | 蜂鸣器 |
| Q1.7 | 蓝灯 |
4.2.2 温度的转换程序设计
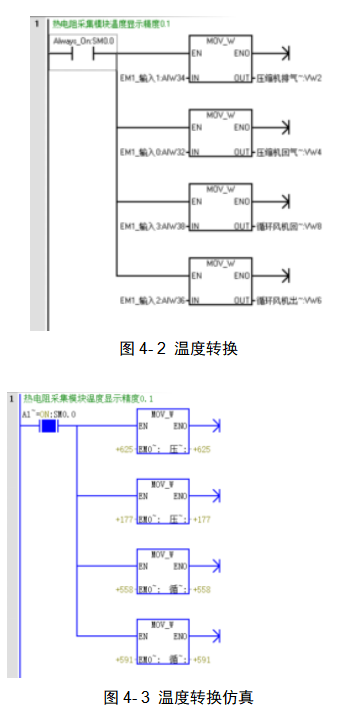
选用的模拟量转换模块为四线制的热敏电阻EM AR04(4AI RTD),转化的数字量精确度为0.1。程序段中的AIW32、AIW34、AIW36、AIW38为模拟量输入字,而VW2、VW4、VW6、VW8都是采集到的温度值,分别为压缩机的回气温度、压缩机的排气温度、循环风机的出风温度、循环风机的回风温度。采集到的温度值要精确到0.1,所以在触摸屏上表示温度的数值元件显示应有一位小数位,这样在温度值的对比上就不会出现错误,否则程序的控制逻辑会出现问题。仿真部分的压缩机排气温度为62.5℃、回气温度为17.7℃;循环风机出风温度为59.1℃、回风温度为55.8℃。程序段如图4-2所示:
4.2.3 探头断线的检测程序设计
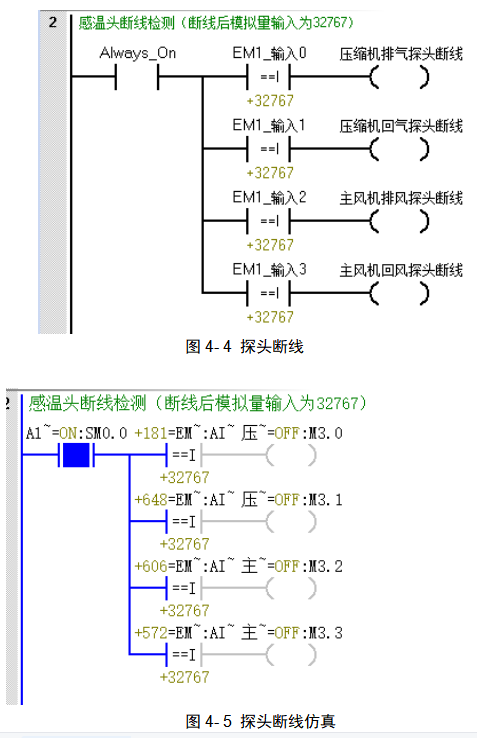
探头断线检测的程序如图4-4所示,程序中的+32767为数据的溢出值。当采集的模拟量输入字为+32767时,说明探头“断线”(未接好),需要重新检查接线的问题,当出现的故障解决了机器才可以正常运行。仿真部分的压缩机排气、回气的模拟量输入字分别为648、188;主风机出风探头、回风探头的模拟量输入字分别为606、572。
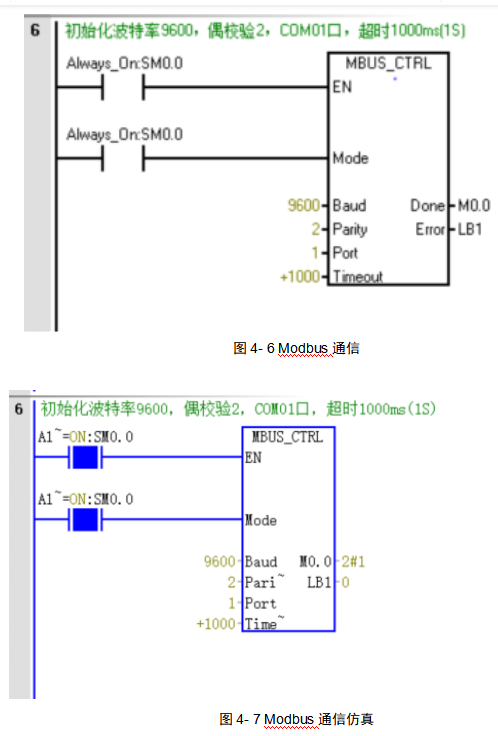
4.2.4 Modbus通信程序设计
程序段如图4-6所示,程序段中的MBUS_CTRL指令用于初始化、监视或禁用Modbus通信。每个扫描周期都应该执行该命令,否则Modbus主站协议不能正确工作。Mode(模式)、Baud(波特率)为9600、Port(接口)为1、Timeout(超时)为1000ms的典型值、Done(完成)、Error(错误)为0时没有错误。
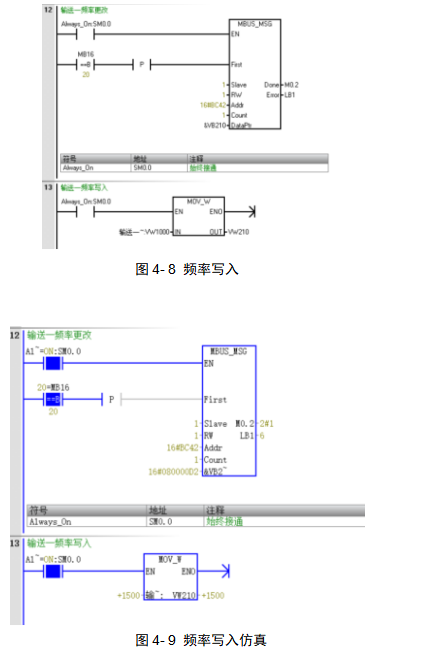
4.2.5 变频器频率的写入程序设计
上网带机的频率写入程序段如图4-8所示,在触摸屏放置一个数值元件,地址为PLC写入变频器的地址(VW1000),实现触摸屏将频率写入台达变频器中,控制电机的运转速度。 上述程序段中,MBUS_MSG指令向Modbus从站发送请求。发送请求、等待响应和处理响应通常需要多个PLC扫描周期。使能输入必须接通才能启用请求的发送,并且应该保持接通状态,直到Done(完成)位被置位。参数Slave是Modbus从站的地址。参数RW(读写)为“0”为读取。为“1”为写入。参数Addr(地址)是起始的Modbus地址。参数Count(计数)用于设置中要读取或写入的数据元素的个数。参数DataPtr是间接寻址的地址指针,指向主站CPU中读取或写入请求有关的数据的V存储区。指针地址为VB200(VW200包括VB200和VB201)。仿真部分的上层网带电机的频率为15Hz,地址为VW1000,控制上层网带运行的速度。
4.2.6 外风冷机手动运行频率的写入程序设计
程序段如图4-10所示,因为本次设计的外风冷机使用变频器来控制的,在自动的模式下是通过PID控制的,所以频率的大小是取决于PID的自动整定。如果在手动模式时,不设定一个频率对变频器外风冷机就不会转。所以要手动写入一个频率进入外风冷机的变频器中,当数字量为27648传送到模拟量输入字AQW16(外风冷机输入频率)时,对应的变频器频率为50Hz。所以在触摸屏上设置一个数值元件VD1200为手动频率,那么写入PLC的程序应该是(VD1200/50 )*27648传送到AQW16即可完成外风冷机手动模式时的频率写入。因为最后要用中间量VW1216(整型)将字传送到AQW16,所以要用到ROUND(取整)指令以及DI_I(双整数转换为整数)的指令。仿真部分为10Hz的频率写入变频器,
即:VD1200=10.0时,VD1204=10.0/50.0=0.2,VD1208=0.2*27648.0=5529.6,VD1212经过取整指令后为5530,再经过双整数变整数指令后,VW1216=5530,然后写入到控制外风冷机速度的变频器中。上述的双字VD1204、VD1208、VD1212只是起到一个中间量的作用。
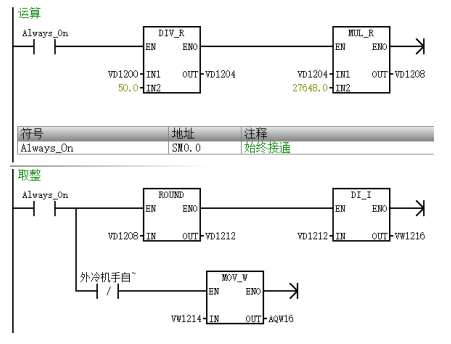
图4- 10频率手动写入
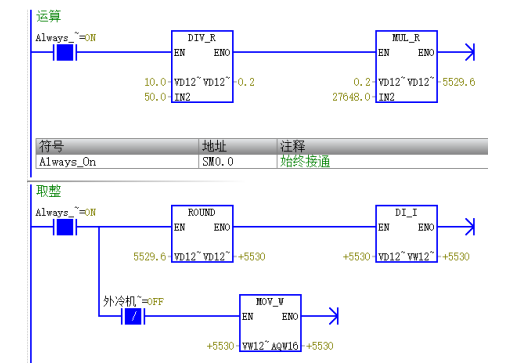
图4- 11频率手动写入仿真
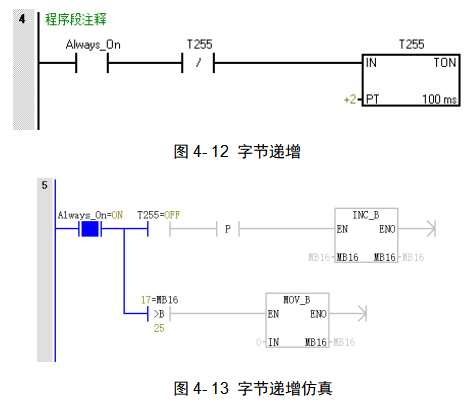
4.2.7 字节的递增程序设计
因为在触摸屏上写入变频器的频率是根据泥的湿度进行调整的,所以频率的改变是比较频繁的,所以要通过字节的递增将触摸屏设定的频率写入变频器中。程序如图4-12所示:
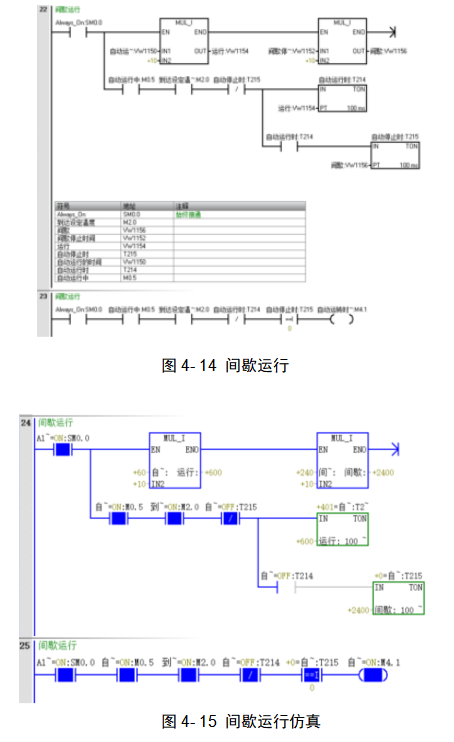
4.2.8 间歇运行程序设计
程序如图4-14所示,这个控制逻辑可以根据湿泥的湿度调整网带电机、切条电机、进料螺旋电机的运行和停止时间,所以采用了间歇运行这种方式来控制。可以根据污泥的湿度调整污泥在烘房中滞留的时间,以达到最佳的干化状态。上述程序中的字VW1150是运行的时间,字VW1152是停止的时间。因为用到的计时器T214和T215都是精度为0.1,所以要用MUL_I(乘整)指令再写入计时器。而M4.1是间歇运行的线圈,起着一个中间量的作用。到达设定的温度,自动运行开始计时VW1150秒,然后停止VW1152秒,通过高温的空气将湿泥烘干。其中VW1150和VW1152都是触摸屏中可改变的设定值。仿真部分的自动运行时间为60秒,自动停止时间为240秒。
4.2.9 PID控制程序设计
程序段如图4-16所示,1200风冷污泥干化机(每24小时去水量为1200kg)因为是通过压缩机工作来产热的,温度不能一直上升,所以要将温度限制在一个范围内。这样不仅可以延长机器的使用寿命,还可以保护操作人员的人身安全。所以要通过PID控制回风温度稳定在某一个范围内,可以让调试人员根据湿泥的湿度来设置需要达到的回风温度,以满足用户的需求。程序段控制的温度为回风温度,所以要用回风温度传送到PID_CTRL中,让PID自动调整回风温度的大小,使回风温度稳定在某一个范围内即可达到调整的目的。双字VD2310、VD2320、VD2330、VD2340这四个参数分别为触摸屏手动写入PLC的回路增益、积分、微分、采样时间。通过凑式法将数据填入,再让其自动调整即可让温度稳定在某一个范围内。仿真部分的回路增益(比例)为20.0,积分时间为1.0分钟,微分时间为0分钟,采样时间为1.0秒。
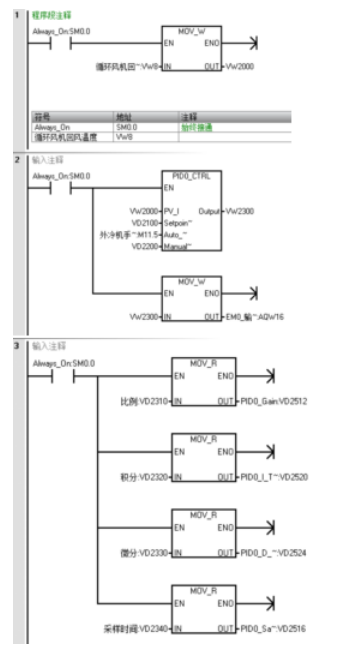
图4- 16PID控制
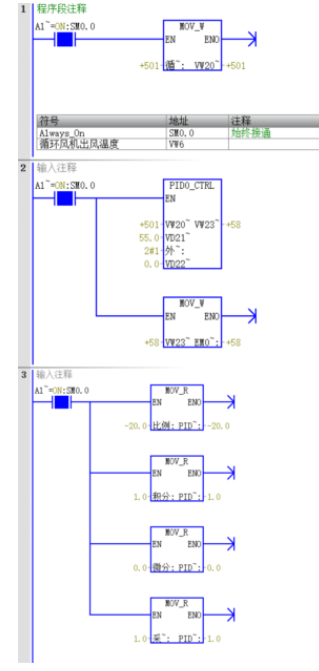
图4- 17PID控制仿真
4.2.10 故障的保护程序设计
程序段如图4-18所示,设备使用必不可缺的一个环节就是故障保护,如果设备出现故障时不会自动停止运行不仅会损伤设备,甚至还会危及操作人员的人身安全,所以要设计好各个电机出现故障时的保护程序。当机器的循环风机的过载、压缩机的过载以及压缩机的高低压等故障都会触发故障停机的触点,从而复位自动运行(即停机)。这样不仅可以很好的保护施工人员的人身安全,还可以延长机器的使用寿命。
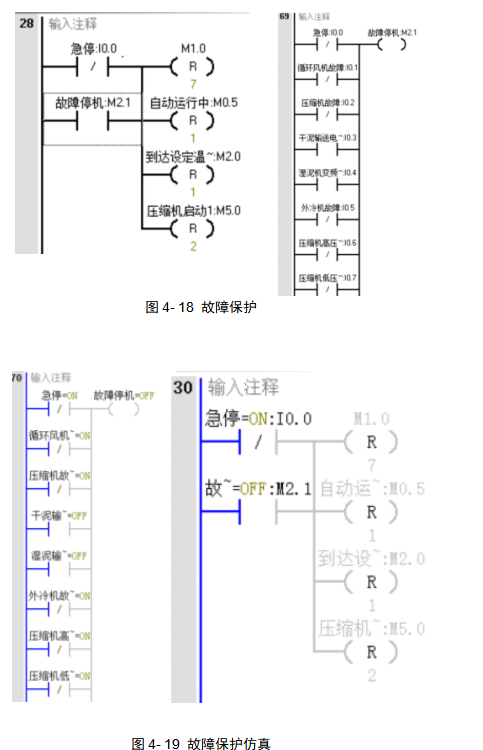
4.2.11 触摸屏弹窗出现程序设计
当机器出现故障时,其对应的输入点“得电”接通,PLC通过MOV_B(移动字节)指令触发对应的弹窗以提示用户机器的哪一个器件出现了故障,如循环风机过载、压缩机高压、压缩机低压等都会有独立的弹窗一一对应(只展示一部分)。程序如图4-20所示:
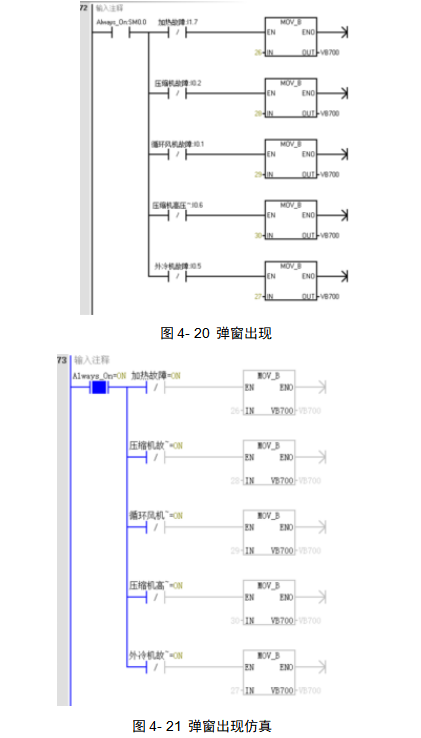
4.2.12 触摸屏弹窗消失程序设计
当机器出现故障时未修复时,故障弹窗会一直显示在触摸屏上提示要修复故障,机器才能从新正常运行。当修复故障后PLC会触发|N|(下降沿指令),将0 MOV_B(传送字节)到VB700,弹窗会立刻消失。程序如图4-22所示:

4.3 威纶触摸屏界面的设计
4.3.1 监控界面(主界面)
主界面如图4-24所示,主界面是热空气的走向示意图以及各个电机的运行状态。指示灯为红色时为停止状态,指示灯为绿色时为运行状态。其中“运行剩余时间”是机器间歇运行时,进泥的剩余的时间;而“停止剩余时间”是湿泥在烘房里滞留一个周期的时间。湿泥从进入烘房到成为干泥由无数个间歇运行周期时间组成(自动运行时间和自动停止时间的总和)。
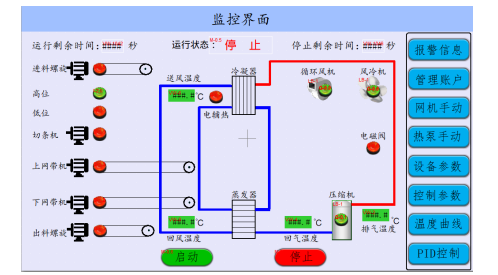
图4- 24主界面
4.3.2 报警信息界面
报警界面如图4-25所示,该界面显示机器出现故障时,故障的信息,以及发生故障的时间。“复位”按钮是防止触摸屏弹窗不能消失的按钮,“报警记录清除”按钮可以清除信息表中的故障信息,两个按钮都属于复归型按钮。
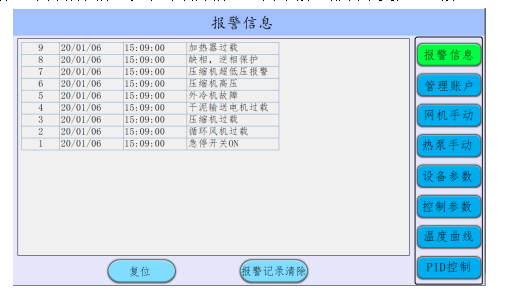
图4- 25报警信息
4.3.3 网带机手自动界面
网带机手动如图4-26所示,该界面可实现对上网带电机、下网带电机、切条电机、进料螺旋电机、出料螺旋电机的手自动模式的控制。手动模式时,将开关切换到“手动”,然后点击界面中的“停止”元件即可启动对应的电机。自动模式时,将开关切换到“自动”,在主界面点击“启动”按钮即可。

图4- 26网机手动
4.3.4 热泵手自动界面
热泵手动如图4-27所示,该界面可实现对压缩机、循环风机、电加热、电磁阀、外冷机的手自动模式的控制。手动模式时,将开关切换到“手动”,然后点击界面中的“停止”元件即可启动对应的电机。自动模式时,将开关切换到“自动”,在主界面点击“启动”按钮即可。
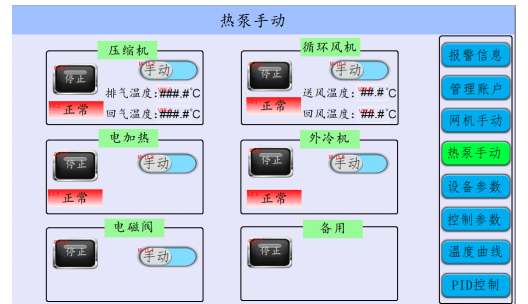
图4- 27热泵手动
4.3.5 设备参数界面
(1)电加热启动温度:低于该温度电加热启动。
(2)电加热停止温度:高于该温度电加热停止。
(3)压缩机排气温度上限:高于该温度压缩机停止。
(4)回风温度上限:高于该温度压缩机停止。

图4- 28设备参数
4.3.6 控制参数界面
(1)切条、网带、干泥机运行温度:高于该温度开始进湿泥。
(2)切条、网带、干泥机停止温度:低于该温度停止进湿泥。
(3)电磁阀打开温度:低于该温度电磁阀打开。
(4)电磁阀关闭温度:高于该温度电磁阀关闭。
(5)自动运行时间:进湿泥的时间。
(6)自动停止时间:湿泥在污泥干化机中滞留的时间。
(7)自动运行定时关机时间:自动运行时自动关机的时间。

图4- 29控制参数
4.3.7 温度曲线界面
温度曲线如图4-30所示,本次设计主要要是对回风温度进行控制,所以趋势图元件中的温度曲线显示是回风温度的变化。该曲线图可以直观的看到回风温度随时间多的变化状况,通过PID控制的回风温度是否可以稳定在某一个范围内。
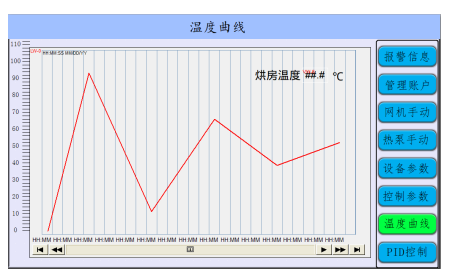
图4- 30温度曲线
4.3.8 PID控制界面
PID控制如图4-31所示,该界面可以通过凑试法将回路增益(比例)、积分(I)、微分(D)、采样时间的数值写入PLC程序中,让PID自动整定,可以让回风温度趋近于“设定回风温度”这个数值。
比例作用是加快系统反应速度,有利于抑制动态误差,太大会过调,曲线震荡,太小动态误差抑制能力弱;积分作用是消除静态误差,使曲线趋于平稳;微分作用是感知曲线变化趋势,提前启动调节,太大不利于曲线平稳,太小动态误差抑制能力弱。
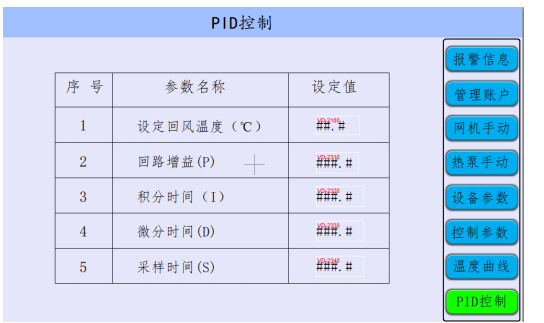
图4- 31PID控制
4.3.9 故障弹窗界面
在机器出现故障时,会触发相关的指令,触摸屏会弹出对应故障的弹窗。以提示用户要修复故障,机器才能重新正常使用,所以制作了对应的故障弹窗。以下只展示了“压缩机高压”故障(如图4-32所示,)以及“急停”故障(如图4-33所示,)。机器出现故障时会有对应的弹窗显示(独立的),有故障信息以及故障的处理方法。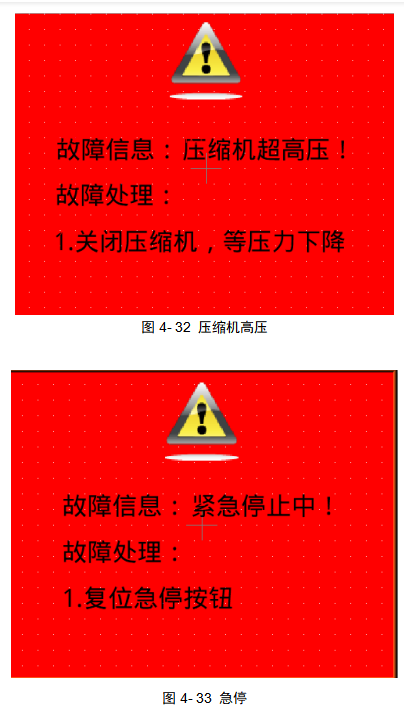
4.4 运行模式
4.4.1 手动模式
将触摸屏上的开关打到“手动”,点击触摸屏对应的开关按钮就可以打开对应的电机。
4.4.2 自动模式
自动模式下,将触摸屏中的切换开关全部切换到“自动”状态,点击主界面的“启动”按钮,PLC会置位程序中对应的触点。5S后循环风机将启动,循环风机出风、回风探头以及压缩机排气、回气探头开始采集温度。当回风温度低于“电加热启动温度”时,电加热延时5S启动,直至温度到达“电加热停止温度”时,电加热延时5S停止。此时,到达压缩机的启动温度,压缩机延时10S启动。此前电磁阀是一直打开的(升高烘房的温度),当温度大于触摸屏的“设定温度”时,电磁阀关闭,以降低烘房的温度。而外风冷机的状态一直是运行的,但它风机的转速是通过PID的输出频率来控制的,主要是控制回风温度稳定在某一个范围内。当回风温度到达“网带、切条、干泥机运行温度”时,切条机、上下网带机、出料螺旋机开始间歇运行。而进料螺旋机作为一个独立的系统,它的启停只受上下限开关控制。当无料进入时,点击触摸屏主界面的“停止”按钮。压缩机延时10S停止运行,循环风机延时35S停止运行,切条电机机、网带电机、进出料螺旋电机、外风冷电机都将停止运行。
注:自动运行时机器指示灯为绿色,待机状态时机器指示灯为蓝色,故障状态时机器指示灯为红色并且蜂鸣器会发出报警信号。
4.5 PLC、HMI综合应用
4.5.1 PLC与触摸屏的连接
如图4-34所示,在机械的控制中,基本是离不开PLC与触摸屏的结合控制。PLC是控制器,触摸屏(HMI)是上位机显示。我们触摸屏在连接PLC时或添加PLC设备时需要选择PLC类型、接口类型、com口信息,看起来很繁琐。其实我们选择了PLC类型后直接选择PLC的品牌以及PLC的类型。比如本次用到的威纶触摸屏连接西门子200SMART PLC时,PLC类型选择了Siemens AG,就是西门子;再选择S7-200 SMART(Ethernet)就可以了。在接口类型中选择的是以太网,而最后的IP是程序下载到PLC时的IP地址,这样西门子S7-200SMART PLC和威纶触摸屏就可以连接成功了。

图4- 34PLC与HMI连接
4.5.2 触摸屏中的参数断电保持
如图4-35所示,考虑到调试好以后,参数不会发生过多的变化。所以触摸屏中的参数在断电后数据保持功能就显得格外的重要,所以本次研究在字的使用不会太零散化。比如用了VW1000之后会是VW1002、VW1004一直沿用下去,这样在触摸屏的地址核对也简单,在数据的保持也不会出现混乱的情况。在PLC的CPU SR40中的设置如下所示,是断电需要保持的数据。
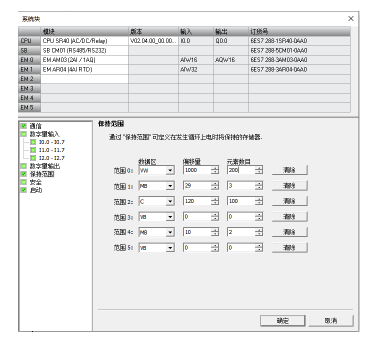
图4- 35断电保持
4.5.3 元件地址的核对
如图4-36所示,涉及到读取地址和写入地址的不同,所以在地址核对就显得尤为重要,是位、还是字、或是双字是很重要的。因为每个指示灯、状态切换的地址是不一样的,和PLC中的地址对不上就容易出现控制出错的问题。比如手动模式时点击触摸屏上对应的电机开关电机开不起来,又或者写进去的时间对应不上等等。例如:切条机的手动模式启动的地址为M21.2,它的读取地址为Q1.1就应该对应得上。
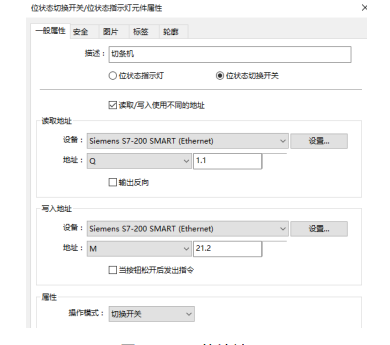
图4- 36元件地址
4.5.4 数值元件的资料格式核对
如图4-37所示,数据的地址和它的资料格式必须要对应,否则数据会出现无法读取或者写入出错等问题。要写入整数(字)时一般对应的资料格式位为16-bit Unsiged(16位无符号整型),要写入实数(双字)时一般对应的资料格式为32-bit Float(32位浮点数)。

图4- 37资料格式
第5章 运行仿真
5.1 循环风机的启动
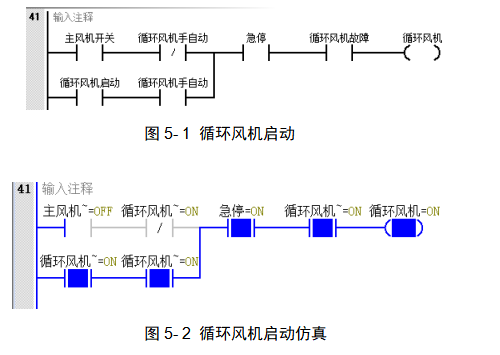
如图5-2所示,仿真自动模式下循环风机的启动状态。将开关全部切换到自动模式,按下触摸屏的“启动”按钮,5S后循环风机就会启动。
5.2 压缩机的启动
如图5-4所示,仿真自动模式下压缩机的启动状态。将开关全部切换到自动模式,按下触摸屏的“启动”按钮,循环风机的回气温度探头开始采集温度,当温度到达电加热停止温度时,10S后压缩机机就会启动,进行烘房的升温。

5.3 电加热的启动
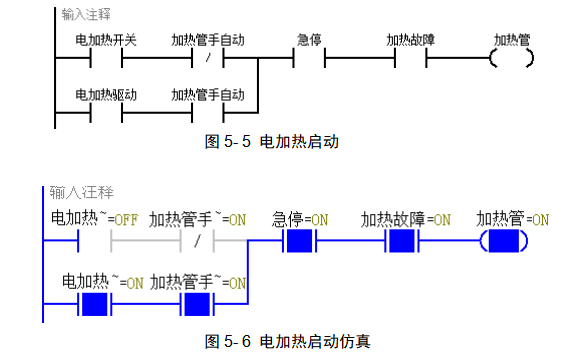
如图5-6所示,仿真自动模式下电加热机的启动状态。将开关全部切换到自动模式,按下触摸屏的“启动”按钮,循环风机的回气探头开始采集温度,当温度到低于电加热启动的温度时,电加热延时3S启动,以升高烘房的温度。当温度到达电加热停止的温度时,电加热延时3S停止。
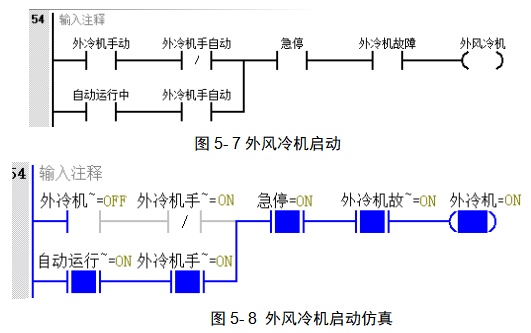
5.4 外风冷机的启动
如图5-8所示,仿真自动模式下外风冷机的启动状态。将开关全部切换到自动模式,按下触摸屏的“启动”按钮,外冷机就一直打开,而它的风机运转频率是通过变频器来控制的。输出的频率是通过PID来自动调节的,主要让污泥干化机烘房中的回风温度稳定在某一个范围内,达到一个最高效的状态。
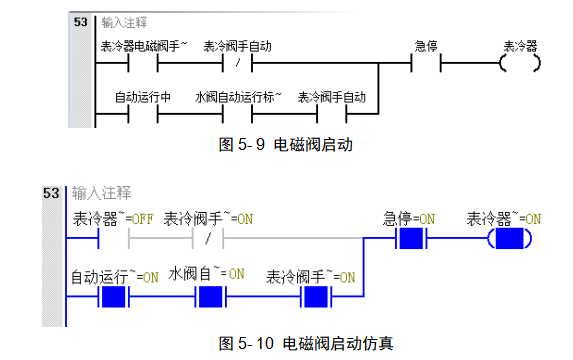
5.5 电磁阀的启动
如图5-10所示,仿真自动模式下电磁阀的启动状态。将开关全部切换到自动模式,按下触摸屏的“启动”按钮,当温度是通过回差温度来控制的。当回风温度高于触摸屏的“设定温度”时,电磁阀关闭,以降低烘房温度;当回风温度低于触摸屏的“设定温度减回差温度时”时,电磁阀打开,以升高烘房的温度。
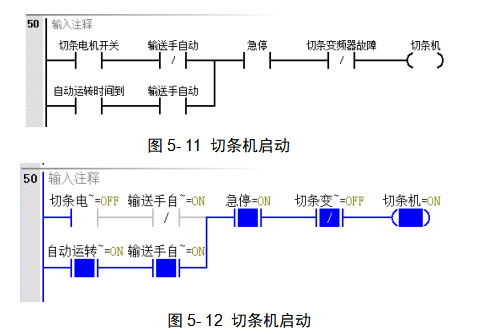
5.6 切条电机的启动
如图5-12所示,仿真自动模式下切条电机的启动状态。将开关全部切换到自动模式,按下触摸屏的“启动”按钮,当温度到达触摸屏设定的“网带、切条、干泥机运行温度”时,切条电机开始间歇运行,运行时间为触摸屏设定的“自动运行时间”,将湿泥仓的泥切成条状然后掉入上层网带进行烘干。
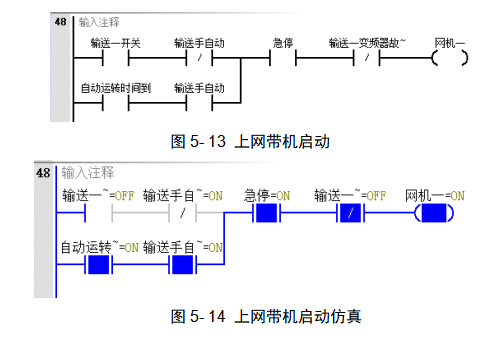
5.7 上网带电机的启动
如图5-14所示,仿真自动模式下“上网带电机”的启动状态。将开关全部切换到自动模式,按下触摸屏的“启动”按钮,当温度到达触摸屏设定的“网带、切条、干泥机运行温度”时,上网带电机开始间歇运行,运行时间为触摸屏设定的“自动运行时间”,将进入的湿泥一直往终端传送。
5.8 下网带电机的启动
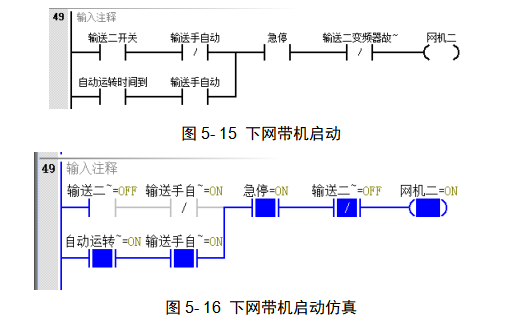
如图5-16所示,仿真自动模式下“下网带电机”的启动状态。将开关全部切换到自动模式,按下触摸屏的“启动”按钮,当温度到达触摸屏设定的“网带、切条、干泥机运行温度”时,下网带电机开始间歇运行,运行时间为触摸屏设定的“自动运行时间”,将烘干的泥一直往干泥螺旋传送。
5.9 进料螺旋电机的启动(湿泥机)
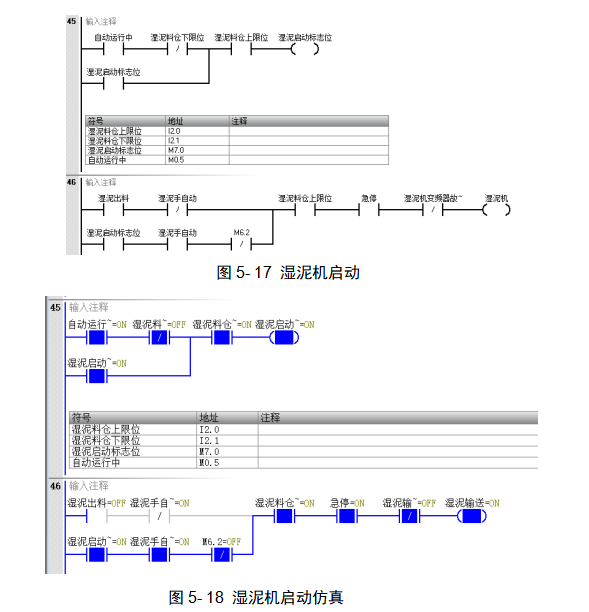
如图5-18所示,仿真自动模式下“进料螺旋电机”的启动状态。将开关全部切换到自动模式,按下触摸屏的“启动”按钮,进料螺旋电机就会开始运输湿泥块到湿泥仓。而进料螺旋作为一个独立的控制系统,在自动模式下它的启停只受湿泥的“上下限”开关控制。当湿泥块高于上限开关时,进料螺旋电机停止运行;持续进泥,当湿泥块低于下限开关时,进料螺旋重新启动,运输湿泥。
5.10 出料螺旋电机的启动(干泥机)
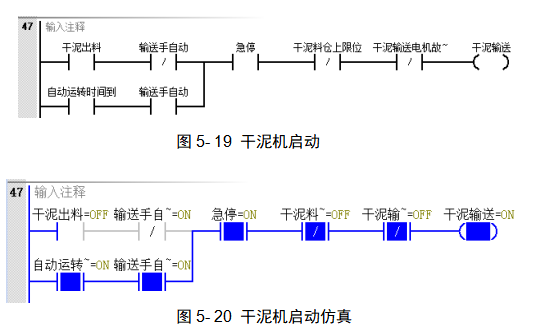
如图5-20所示,仿真自动模式下“出料螺旋电机”的启动状态。将开关全部切换到自动模式,按下触摸屏的“启动”按钮,当温度到达触摸屏设定的“网带、切条、干泥机运行温度”时,出料螺旋电机开始间歇运行,运行时间为触摸屏设定的“自动运行时间”,将烘干的泥一直往吨袋中运输。
参考文献
[1]工控帮教研组.西门子S7-200 SMART PLC编程技术[M].北京:电子工业出版社.2019.01
[2]基于S7-200 SMART的控制系统设计[J].辛顺强;陈亮.智慧工厂.2016年第001期
[3]S7-200 SMART PLC讲座第2讲:用以太网下载程序的操作方法[J].廖常初.电世界.2015年第007期
[4]S7-200 SMART PLC讲座第3讲:硬件组态与参数设置[J].廖常初.电世界.2015年第008期
[5]S7-200 SMART PLC讲座第5讲:PID程序与PID参数的整定方法[J].廖常初.电世界.2015年第010期
[6]S7-200 SMART PLC讲座第6讲:S7-200 SMART PLC的Modbus协议通信[J].廖常初.电世界.2015年第010期
[7]西门子SIMATIC S7-200 SMART PLC比较指令的应用[J].程伟.黑龙江科技信息.2012年第036期
[8]西门子、威纶通两种触摸屏设计的异同探讨[J].许清媛;古福城.自动化技术与应用.2018年004期
[9]Siemens.S7-200 SMART System Manual[J].2019.03
[10]WEINVIEW.EB8000 User Manual/PLC Connection Guide[J].2009.07
致谢
四年的学习生涯即将结束,原来真的只有四年!在这四年里结识了许多良师益友,老师和同学的帮助历历在目,父母的支持与鼓励使我不断地向前迈进。日后必定谨记老师的教诲,不断地向成功迈进!

1、如文档侵犯商业秘密、侵犯著作权、侵犯人身权等,请点击“文章版权申述”(推荐),也可以打举报电话:18735597641(电话支持时间:9:00-18:30)。
2、网站文档一经付费(服务费),不意味着购买了该文档的版权,仅供个人/单位学习、研究之用,不得用于商业用途,未经授权,严禁复制、发行、汇编、翻译或者网络传播等,侵权必究。
3、本站所有内容均由合作方或网友投稿,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。如您付费,意味着您自己接受本站规则且自行承担风险,本站不退款、不进行额外附加服务。
原创文章,作者:1158,如若转载,请注明出处:https://www.447766.cn/chachong/97164.html,