第1章绪论
1.1研究背景
目前,3D打印技术在全球受到广泛的关注和重视。在中国,随着国家智能制造业发展战略的实施和创新性社会提出,特别是在《中国制造2025战略》发表以来,它一再强调要培育3D打印技术的发展,同时,3D打印技术已被列为中国未来智能制造的关键技术,3D打印技术在中国也迎来新的发展机遇期[1]。
3D打印的想法最早出现在19世纪末,3D打印时一种快速成型技术,可以使用真实材料制作实体,并已应用于许多领域。国外3D打印技术已有30多年的历史,并已广泛应用于航空航天、生物医学、建筑、汽车等领域。中国对3D打印技术的研究还处于初级阶段,与先进国家相比还有很大差距[2]。
正因为中国在3D打印技术方面的起步比较晚,和国外一些发达国家相比起来,仍旧有不少需要提高和改善的地方。然而经过大量技术人员的持续奋斗,我国目前已形成以高校为研发核心力量的格局,同时不少关键技术均获得了突飞猛进,市场已具有一定规模,3D打印技术在很多领域得到了广泛应用。具体内容如下所示:(1)我国已基本构建起以高校为核心的技术研发体系;(2)3D打印技术产业化进程加快,并构建起小规模的产业市场;(3)总体水平迅速提升,金属3D打印技术位居全球领先地位。除此之外,国内在3D打印的关键技术问题上面也在不断进行研究。具体的有:(1)如何提升3D打印粉末质量与获得率;(2)如何制定3D打印制件无损检测标准规范;(3)如何进一步提升3D打印设备的能力,即如何借助过程监控系统改善打印质量[3]。
总之,3D打印技术可以说是一场工业制造技术的革命,伴随着新材质、激光以及其他先进科技的发展而发展,其应用领域越来越宽广。尽管我国对于此项技术能力和发达国家相比仍旧具有很大的差距,但在科研人员的长期努力下,必将会构建起更加健全的产业化体系,走入我们的日常生活中来。
1.2研究意义
熔融沉积(FDM)是3D打印众多工艺中的一种,有其优势和特点。但是,FDM打印也不是一项完美的技术,为了制造出相同质量的模型,3D打印机消耗的电能比注塑成型高出50到100倍,该实验显示了FDM技术在能源消耗上的缺陷[4]。此外,由于受到原理及工艺限制,采用FDM技术进行塑料制品打印时,耗时较长且仍然存在原材料浪费的情况。
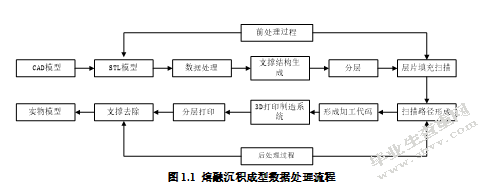
熔融沉积成型技术在3D打印技术中受到的关注最为广泛,在快速成型技术方面发展最快。在熔融沉积过程中,首先将模型分成若干层,并且根据每层上模型的截面形状来确定扫描路径,最后完整的打印出模型。如图1-1所示,熔融沉积成型过程中每个阶段的数据处理流程。熔融沉积成型机具有以下特点使得其在市场中备受关注:其优点包括成型设备体积小、成型成本低、成型原料多样化、成型工艺噪音低、支撑系统可靠性高等特点。随着研究的不断深入使用快速成型技术制造相关模型的阶段已经不能满足人们对技术发展的需求,提高部件的性能和改善部件的表面粗糙度已经成为未来3D打印技术发展和使用的必然趋势。模型层厚和单层扫描的算法对成品的质量和效率有很大的影响。因此,模型分层和单层扫描的算法在熔融沉积打印过程中占着重要的研究意义[5-7]。

基于以上对熔融沉积3D打印机的分析,本文主要针对打印制件的成型方向、分层厚度以及热床持续时间为具体研究内容,将提高熔融沉积成型3D打印机的打印效率、打印质量以及打印能耗作为研究目标,为3D打印能耗提供理论依据。
1.3国内外研究现状
1.3.1国外FDM打印能耗研究现状
随着FDM技术工艺的不断发展,FDM成型系统也得到了很大的改善。在FDM工艺发展的同时,FDM材料也在不断进步。然而,FDM打印技术并不是一项毫无缺陷的技术,从拉夫伯拉大学的研究中得知,为了制造出同样质量的模型,3D打印机所消耗的电能比注塑成型高出50到100倍。该实验直观的展现出FDM技术在能源消耗上的不足。此外,由于受到原理及工艺限制,采用FDM技术进行塑料制品打印时,耗时较长且仍然存在原材料浪费的情况[8-9]。
对此,国外有部分学者进行了一些针对FDM打印技术的能源消耗及打印时间的研究。Yang等[10]通过对粉末颗粒与激光束能量的耦合相互作用研究,证明粉末床上吸收的能量明显大于致密平板材料的吸收能量。Volkan等[11]从分层厚度和打印方向上着手,分析研究了不同分层厚度和打印方向对3D打印机打印出来的制件强度的影响。Mognol等[12]设计出一个由3个不同四棱柱组成的组合体,改变其摆放位置而导致模型高度变化,形成18种打印方案,用FDM打印机测量这18种方案的耗电量及耗时,结果显示仅在需要打印支撑的模型所消耗的电量及时间较多,其他位置摆放模型并未有明显区别。Baumers等[13]综述性地叙述了包括FDM在内的多款3D打印机打印一千克所消耗的能源以及测得用不同打印机打印同一零件所耗电量。Watson等[14]提出了一个简单的计算模型,用于确定增材制造或减材制造对于生产给定金属部件是否更节能。现有的研究大都集中在耗电量研究上,且主要研究单一模型位置不同导致的耗电量的区别,或者是不同品牌打印机的能耗率。Amir等[15]通过引入“支撑结构拓补敏感性”的概念,并运用拓补优化设计对打印支撑的结构进行优化。Tang等[16]从可持续性设计出发,提出了一个可以在LCA中集成设计阶段最大限度地减少增材制造工艺的产品环境影响的总体框架。Gosselin,Singh,Alberto等[17-19]根据打印表面的成型质量分别进行了评估和分析优化。Anoop等[20]从3D工艺可持续性的方面出发,根据分层的过程使得增材制造过程朝着可持续性方向发展,并进行了优化。Donghong等[21]从轴向之间的关系出发,将增材制造的整个过程利用自适应分层将其优化。Srivastava,Changning等[22-23]从工艺过程中的微观特征出发,对整个打印成型的过程进行研究优化。依据FDM打印原理和工艺可知,FDM打印塑料制品时的电量消耗和打印时间主要与打印路径相关,而制品模型的不同形状及摆放位置会导致打印路径的不同,从而带来电量消耗和打印时间的区别。
现有的研究大都集中在耗电量研究上,且主要研究单一模型位置不同导致的耗电量的区别,或者是不同品牌打印机的能耗率。依据FDM打印原理和工艺可知,FDM打印塑料制品时的电量消耗和打印时间主要与分层厚度和打印路径相关。因此,有必要系统地研究模型的打印方向、分层厚度和打印路径对FDM打印耗电量和效率的影响。
1.3.2国内FDM打印能耗研究现状
伴随计算机辅助设计和制造、计算机控制技术的不断发展,复杂模型的设计和制造已不再是难事。减材制造相对而言则是耗材、耗时的制造方法。因此,为了有效的提升3D技术的优越性,合理的优化其打印速度、打印成本以及打印能耗是很有必要的[24-26]。
国内一些学者从不同的角度对FDM打印能耗及绿色性能研究方面做出贡献。张雷等[27]根据碳排放源,将其分为能耗碳排放、物料碳排放和废旧回收处理碳排放,并整理出整个打印过程中碳排放的总量。韩江等[29]通过数学建模,分析了模型的主要工艺参数,推理出了表面精度误差和尺寸误差产生的原因,最后得出了表面精度误差函数。潘海鹏、刘红霞、赵吉宾、侯章浩等[30-33]分别从3D打印机的打印分层和打印方向出发,分别提出了一些有利于打印方向、打印分层优化的方法。王洁瑜等[34]从设计的模型结构出发,对3D打印机在打印的材料消耗上进行优化。
作为新型数字化制造技术的3D打印机,与三轴数控加工机床的工作方式类似,只是和传统的机床相较起来切削加工的方式不同,它主要通过计算机控制进行逐层堆积来制造产品。伴随3D打印技术的不断发展、3D打印的应用越来越多,以及桌面级3D打印机的普及,提高打印效率、增加打印质量以及降低打印能耗尤为重要。
1.4论文的主要内容和文章结构
熔融沉积成型的工艺参数对产品的质量具有非常重要的影响。合理的工艺参数选择,不仅在时间上、成本上达到一些优化的效果,让打印时间更短、打印成本更节省,而更为重要的是,随着绿色、可持续发展政策方针提出以来,针对熔融沉积3D打印机在打印过程中能耗的优化显得尤为重要。本文将从几个方面进行研究:
第一章简要介绍了FDM工艺过程及其打印原理,其次对国内外3D打印机的研究现状以及3D打印机的能耗研究现状进行说明,并在分析了该工艺过程的优缺点后,提出了本论文研究的目的和意义,最后梳理了整篇文章所叙述的整体的内容。
第二章主要研究3D打印系统及工艺过程能耗部件进行拆解分析。将熔融沉积3D打印机的所有的耗能部件进行统计,根据3D打印机在工作打印时的时间和能耗关系,从时间轴流程来对其进行整合,使3D打印机的耗能情况直观的展现出来。
第三章主要介绍了BPMN模型的规范和使用方法,研究建立了BPMN模型,其中包括能源消耗单元BPMN流程模型、能源消耗单元BPMN耦合模型、能源消耗单元的数据关联。随后,在3D打印机的能耗部件建立流程模型、耦合模型以及数据关联后,建立了桌面级熔融沉积3D打印机的BPMN模型。
第四章主要在确定优化参数后,针对3D打印机打印过程所需优化的基本准则,对3D打印成型制件能耗通过打印质量、打印时间以及打印能耗这三个方面综合考虑得到最为节能的方式,其中针对上述三个方面对打印方向、打印分层以及热床准备时间建立优化函数。
第五章在介绍了NSGA-II算法的原理以及主程序后,针对第四章所归纳的优化函数,整理出所需的程序来海贼王乔巴这个模型进行优化,最后,根据优化结果在本课题组自主研发的桌面级3D打印机上进行打印,并展示出了其模型图和效果图,最后对实验结果进行比较与分析。
第六章是对本文所作出的研究方法和成果进行总结,并对未来可能的改进方向上进行补充说明。
第2章3D打印机打印系统及工艺过程能耗建模分析
2.1 3D打印机打印系统
作为一种快速成型技术,3D打印技术因其爆炸式增长而被大众所了解。“3D打印”是我们日常口头名称,“快速成型制造技术”才是其正式的名称。3D打印技术是是根据人们的需求来设计和制造出的三维模型数据,并且通过组合原材料堆叠的方法来完成符合制造机的使用。打印所需模具或零件的最终产品,达到降低制造成本和缩短制造周期的目的。基于数字化三维模型,该技术结合了切片仿真软件、路径规划技术以及数控加工技术。快速制造打印出三维实体模型的能力被广泛应用于许多行业,如科学研究、文物保护、原型验证、制造、建筑设计、艺术等[35]。
三维快速成型软件系统是3D打印的关键系统之一,它是连接3D设计软件系统和3D打印硬件系统的桥梁。这是确保3D打印质量的关键技术之一。现有的三维打印机基本上都缺乏较强的成型软件系统,导致大量的三维模型无法成功打印出来。正因为这一点也常常使得3D打印在材料消耗巨大,并且延长了打印周期,从而严重阻碍三维打印机的普及。
2.1.1 3D打印快速成型系统
3D打印快速成型系统是基于离散或堆积制造灵感的快速成型技术,对于打印材料而言,可以塑料、陶瓷亦或是金属的粉末等,而其成型重中之重则需要寻找符合要求的粘接剂和原材料粉末。
3D打印快速成型技术的工作原理是:工作期间,粉末摊铺机在生产台上填充满一层粉末材料,打印喷头按照成型工件的截面信息,在水平面上通过控制横轴和竖轴的运动,并且控制喷涂的粘合剂量。粘接剂进入粉末的孔并将其粘合以形成工件的横截面轮廓。在第一层成型完成后,成型电机将工作台移动至下一个水平面,并且在下一层粉末被粘合后,继续上一步的操作,循环往复,直到最后一层的粉末涂层的粘合完成,最终形成三维工件。
FDM三维打印快速成型采用熔融技术将材料熔融后,将其通过送丝机构挤压出来,并逐层堆积成所需的物品,作为先进工业技术之一,具有以下特点:(1)体现了3D打印快速成型技术的巨大优势,即设计和制造在一定程度上的一体化,和传统的加工工艺相比起来,所需投入的成本较少;(2)可以在不受工件形状和结构限制的情况下直接制造复杂的模型,即其具有高灵活性的表现;(3)3D打印技术充分的体现了将设计快速、准确、自动地转化为真实的产品模型,从而降低了研发成本。
2.1.2熔融沉积制造技术
熔融沉积成型工艺的基本原理是将丝状的可塑性材料不断地送入喷头,通过加热器将丝状材料加热后以可以流通的状态将其从喷头中挤出,最后将挤出的熔融态材料进行逐层堆积形成最后的成品形状。熔融沉积成型系统包括有:控制系统、传动机构、挤出机构、工作台和床身五个部分,如图2.1所示。挤出机构是结构最为复杂、并且在成型的整个过程中起着重要的作用,它主要由三部分组成:喷嘴、加热室和送丝机构。

熔融沉积成型设备通常采用双喷嘴结构,并且分别使用两个喷嘴来完成零件主体材料和支撑材料的成型工作。在传动系统的作用下,喷嘴将熔融的材料填充到部件的横截面中。沿着规划好的扫描路径,在成型温度的情况下,由喷头喷射出熔融材料与相邻材料固话,然后结合在一起;通过控制喷头扫描路径,实现了单层部分上从点到线以及从线至面的累积成型。在单层打印完成后,通过传统机构将喷头提升至下一个打印层,继续打印下一层,并将新的一层和前一层粘结到一起并在保持成型温度的情况下完成固化。一层一层的打印,直到零件的整个成品完毕。从材料的使用上考虑,有时则需要添加一些悬臂结构来进行辅助支撑,既能保证成型件的形状特征,又能保证打印材料的不浪费。因此,在采用了悬臂结构来打印制件的时候则需采用双喷头模式来打印,在保证挤出不同特性材料的情况下,也能保证打印完成后支撑结构材料去除的方便。
2.1.3 3D打印机主要功能模块
根据桌面级3D打印机的需求,本文主要将3D打印机的重点功能模块分三部分。首先,从机械部分进行说明;其次,从电子部件这一块进行说明;最后,从所需的软件部分进行说明。
1.机械部分
(1)机架
机架主要用于固定桌面级3D打印机里面的步进电机等传动件、喷头组件、热床以及控制主板。其次,相对于本文的桌面级3D打印机而言,机架起到了确定X轴、Y轴、Z轴方向上的运动方向的稳定,同时,也起到了对打印喷头在X轴、Y轴、Z轴上运动时限位的作用。
(2)步进电机等传动件
步进电机作为一种开环控制电机,可将电脉冲信号转变成角位移和线位移。在载荷范围内的情况下,电机的转速和停止位置仅取决于脉冲信号的频率和脉冲数。在不影响负载变化的情况下,当步进驱动器接收到脉冲信号时,驱动步进电机以固定角度旋转旋转固定角度。它的旋转是以固定的角度一步一步运行的。角位移量可通过控制脉冲数来控制,以实现精确定位。同时,可以通过控制脉冲频率来控制电机的转速和加速度,从而起到调整步进电机速度的目的。步进电机是一种感应电机,其工作原理主要是借助电子电路,由直流电转变为分时供电。通过步进电机的电流供应,步进电机可以正常工作。
相对于本文中的桌面级3D打印机,主要通过X轴、Y轴、Z轴的步进电机来控制打印喷头的位置,从而准确、快速、稳定的到达指定位置,使得打印件准确的打印出来。
(3)喷头组件
本文研发的桌面级3D打印机的打印喷头主要由送丝机构、制冷装置、喉管冷却组件、喷头热端组件、喉管组件和控制装置等结构组成。
(4)热床
热床对于固定模型很重要,由于现在使用的原材料都是ABS和PLA,因此在打印机打印物件的时候,由于热胀冷缩的原因,轻的模型会导致模型翘边,重的模型则容易脱离平面造成位移或错位。因此,对于在整个打印系统中,添加热床来对打印过程中的制件进行保温的同时,还可以使制件在降温时保持稳定,为了提高打印制件的整体质量,从而确保打印制件的成功率。
2..电子部分
(1)Melzi主板
Melzi是Arduino Leonardo开发的集成3D打印机控制面板,并且进行了量产。有了它,设计人员可以减少不必要的调试电路的麻烦,专注于整个系统的开发和想法的实现。Melzi还附带一些扩展端口,除了Reprap 3D打印机外,还可用于其它DIY激光雕刻机、三轴定位平台、机器人等DIY开发。Melzi的硬件和软件都是开元的,对于更专业的DIY玩家,他们还可以根据原始数据进行进一步的审计和扩展。Melzi主板如图2-2所示。
-X轴电机接口-Y轴电机接口-Z轴电机接口-挤出头电机接口-12V-30V电源输入-热床接口-挤出头加热器接口-X轴限位输入-Y轴限位输入-Z轴限位输入-热床温敏电阻接口-挤出头温敏电阻接口-步进电机驱动芯片-电源选择跳线-ATMEGA单片机-TF卡插槽-Mini USB接口-扩展槽-自动复位跳线

(2)扩展模块
本文中展示的桌面级3D打印机的开发模块主要包括:控制器、温度控制模块、电机驱动模块、风扇、限位器等。
控制器:按照预定顺序改变主电路或控制电路的接线盒改变电路中电阻值来控制电动机的启动、调速、制动和反向的指令装置。它由一个程序计数器,一个指令寄存器,一个指令译码器,一个时序产生器和一个操作控制器组成。
电机驱动模块:其主要功能可以控制电机的运行、调速、停止、步进、匀速等操作。
温度控制模块:通过温度控制模块来控制挤出头加热器和热床,以确保打印质量符合要求。
限位器:通过限位器的控制来约束打印喷头的位置,防止超出行程等有损打印机质量的问题。
风扇:由于挤出机长时间工作,而出料回抽未必很顺畅,因此会导致发热很严重。如果长时间高温工作,里面的磁性会减弱。因此,有必要对3D打印机安装风扇。
3.软件部分
(1)Arduino开发环境
Arduino是一个开源的电子原型平台,它非常简单、灵活且易于使用。它建立在开放原始码I/O界面版,并具有使用类似Java和C语言的开发环境。主要包含两个主要的部分:硬件部分是Arduino电路板,可用于连接电路;另外一个是电脑中的程序开发环境Arduino IDE。当你使用它时,只需要在IDE中编写程序代码即可。
Arduino可以通过各种传感器和反馈信息来感知环境,并通过控制灯光、电机和其他设备来影响环境。板上的微控制器可以用Arduino的编程语言编写程序,将它们编译成二进制文件,并将它们烧写到微控制器中,从而实现对设备的控制。Arduino的编程是通过Arduino编程语言(基于Wiring)和Arduino开发环境(基于Processing)实现的。
(2)Cura切片软件
Cura是一款智能前端显示器,可用来调整打印分层厚度的大小的软件。其中,打印机固件:打印机固件读取实时数据(如温度传感器),并控制硬件来完成整个打印过程。它主要功能是读取“转到X、Y、Z坐标”和“挤压”命令,然后转化成电机的输入。打印机的软件界面:在使用的过程中,我们默认的将ReplicatorG切换到Cura打印软件,通过切片软件将3D STL对象转换为G代码的打印机命令,Cura可用于Windows,Linux和Mac,通过对打印参数的设计来控制打印的整个质量。
(3)Pronterface可视化操控软件
Pronterface是一款可视化3D打印机控制软件,支持使用命令行代码来控制打印机。通过使用Pronterface的控制面板,将其连接打印机、移轴、监控温度等。从而可以在打印成型之处直观的显示出来。
2.2 3D打印机能耗数学模型
3D打印机能耗数学模型主要针对桌面级3D打印机从三维模型的设计开始、到三维模型转为STL格式文件、再将图形切片处理转为G代码、再将G代码转入核心控制器Atmege128单片机、再由单片机输出控制加热器以及挤出电机、并配合着步进电机驱动器来控制X轴、Y轴、Z轴的运动,通过这些运动的整合来梳理出整个桌面级3D打印机的能耗情况。
在整个打印的过程,本文以时间轴的形式来记录分析能耗的整个使用情况。针对软硬件以及保障打印制件所消耗的能耗不同,分为控制系统能耗建模、机械系统能耗建模和辅助加工系统能耗建模。
其中,控制系统能耗模型E1包括:三维模型的设计时所消耗的电能EDesign、三维模型转为STL格式文件所消耗的电能ETransform 1、图形切片处理转为G代码所消耗的电能ETransform 2、G代码转入到核心控制器Atmege128单片机中所消耗的能耗ETransfer以及在打印机打印的时候所控制的机械系统的电能EControl。
机械系统能耗模型E2包括:X轴步进电机所消耗的电能EMachine 1、Y轴步进电机所消耗的电能EMachine 2、Z轴步进电机所消耗的电能EMachine 3、挤出头电机所消耗的电能EExtrusion以及打印喷头降温时所需的风扇所消耗的电能EDissipation。
辅助加工系统能耗模型E3包括:挤出头加热器所消耗的电能EHeat1和热床所消耗的电能EHeat2。
2.2.1控制系统能耗建模
针对本文所研究的桌面级3D打印机,其控制系统主要是将CAD设计出来的图形,通过Cura切片软件以及Pronterface可视化操作软件,转化成3D打印机能够执行的代码。同时,在3D打印机工作的时候,通过其程序,以及反馈量来对打印喷头进行合理控制,从而实现打印制件的完成。
控制系统能耗模型E1包括:三维模型的设计时所消耗的电能EDesign、三维模型转为STL格式文件所消耗的电能ETransform 1、图形切片处理转为G代码所消耗的电能ETransform 2、G代码转入到核心控制器Atmege128单片机中所消耗的能耗ETransfer以及在打印机打印的时候所控制的机械系统的电能EControl。
根据上述模型所消耗的电能,对其进行能耗建模:
三维模型的设计时所消耗的电能EDesign,如公式(2-1)所示,其中函数Pdesign(t)代表的是操作人员在对CAD模型进行设计的时候所消耗功率的时间函数,其整个设计所花费的时长为td。
(2-1)
三维模型转为STL格式文件所消耗的电能ETransform 1,如公式(2-2)所示,其中函数Ptransform 1(t)代表的是操作人员在对三维模型转为STL格式文件时所消耗功率的时间函数,其整个转换所花费的时长为tt1。
(2-2)
图形切片处理转为G代码所消耗的电能ETransform 2,如公式(2-3)所示,其中函数Ptransform 2(t)代表的是操作人员在对图形切片处理转为G代码时所消耗功率的时间函数,其整个转换所花费的时长为tt2。
(2-3)
G代码转入到核心控制器Atmege128单片机中所消耗的能耗ETransfer,如公式(2-4)所示,其中函数Ptransfer(t)代表的是G代码转入到核心控制器Atmege128单片机时所消耗功率的时间函数,其整个转入所花费的时长为tt3。
(2-4)
打印机在打印的时候所控制的机械系统的电能EControl,如公式(5)所示,其中函数Pcontrol(t)代表的是打印机在打印的时候,核心控制器在控制机械系统时所消耗功率的时间函数,其整个打印所花费的时长为tc。
(2-5)
2.2.2机械系统能耗模型
针对本文所研究的桌面级熔融沉积3D打印机,其机械结构,主要通过控制X轴、Y轴、Z轴运动的步进电机、挤出头电机以及风扇,来使得打印喷头到达指定的位置,将熔融的材料挤压出来,同时利用风扇来对打印喷头进行降温,保障熔丝处于一个适用的温度。
机械系统能耗模型E2包括:X轴步进电机所消耗的电能EMachine 1、Y轴步进电机所消耗的电能EMachine 2、Z轴步进电机所消耗的电能EMachine 3、挤出头电机所消耗的电能EExtrusion以及打印喷头降温时所需的风扇所消耗的电能EDissipation。
根据上述模型所消耗的电能,对其进行能耗建模:
X轴步进电机所消耗的电能EMachine 1,如公式(2-6)所示,其中函数Pmachine 1(t)代表的是X轴步进电机所消耗功率的时间函数,其中,X轴步进电机在整个打印的过程中,所花费的时长为tm1。
(2-6)
Y轴步进电机所消耗的电能EMachine 2,如公式(2-7)所示,其中函数Pmachine 2(t)代表的是Y轴步进电机所消耗功率的时间函数,其中,Y轴步进电机在整个打印的过程中,所花费的时长为tm2。
(2-7)
Z轴步进电机所消耗的电能EMachine 3,如公式(2-8)所示,其中函数Pmachine 3(t)代表的是Z轴步进电机所消耗功率的时间函数,其中,Z轴步进电机在整个打印的过程中,所花费的时长为tm3。
(2-8)
挤出头电机所消耗的电能EExtrusion,如公式(2-9)所示,其中函数代表的是挤出头电机所消耗功率的时间函数,其中,挤出头电机在整个打印的过程中,所花费的时长为te。
(2-9)
打印喷头降温时所需的风扇所消耗的电能EDissipation,如公式(2-10)所示,其中函数代表的是打印喷头降温时所需的风扇所消耗功率的时间函数,其中,打印喷头降温时所需的风扇在整合打印的过程中,所花费的时长为tdis。
(2-10)
2.2.3辅助加工系统能耗模型
针对本文所研究的桌面级3D打印机,其辅助加工系统,主要是结合控制系统以及温度的反馈,对打印制件进行温度控制,从而使得打印的制件能够满足要求。
辅助加工系统能耗模型E3包括:挤出头加热器所消耗的电能EHeat1和热床所消耗的电能EHeat2。
根据上述模型所消耗的电能,对其进行能耗建模:
挤出头加热器所消耗的电能EHeat1,如公式(2-11)所示,其中函数Pheat1(t)代表的是挤出头加热器所消耗功率的时间函数,由于打印制件本身的要求,其挤出头加热器对于温度的控制是非常严苛的,过高或者过低都会导致打印制件性能。其中,挤出头加热器在整个打印的过程中,所花费的时长为th1。
(2-11)
热床所消耗的电能EHeat2,如公式(2-12)所示,其中函数Pheat2(t)代表的是热床在整个打印机打印过程中所消耗功率的时间函数,由于打印制件本身的要求,其热床起到了保温和缓慢降温的作用,有效的防止了因为快速冷却而引起的制件变形。其中,热床在整个打印的过程中,所花费的时长为th2。
(2-12)
通过以上式(2-1)一直到(2-12)中所述的桌面级熔融沉积3D打印机的整个打印过程细分的表达式,可以得到其总的能耗E总为
(2-13)
2.3本章小结
本章主要是对3D打印系统及工艺过程能耗建模分析,第一节主要针对3D打印系统进行了的介绍,随后又分别对3D打印快速成型系统、熔融沉积制造技术进行了阐述。最后,针对3D打印主要功能模块进行分析,将其刨分为三个板块,其一是对机械部分进行部件的解释说明、其二是对使用到的电子部分进行了解释说明、其三是对操作过程中所使用的软件部分进行了解释说明。第二节针对本课题组自主研发的桌面级3D打印机进行能耗建模,其中将其划分为三个系统,第一个是控制系统能耗建模,主要包括从产品的设计到格式的转化,最后到产品成型所需要的一些弱电的能耗集合;第二个是机械系统能耗建模,分别是对控制系统控制的定位电机所消耗的能耗进行建模,主要包括控制打印喷头前后、左右、上下运动的步进电机,再者就是打印喷头在打印时所需要的挤出头电机以及对打印喷头降温用的风扇;第三个是辅助加工系统能耗建模,其主要作用是对送丝机构的熔丝起到一个加热保温的作用以及打印制件的温度控制,这两块主要是通过挤出头加热器以及热床来起到作用,通过这两个装置来使送丝机构顺利送丝,防止打印制件的翘曲变形,同时,这两个装置从打印机运行的开始,就一直伴随着打印制件的整个过程,可谓是相当的重要。
第3章3D打印机能耗多源动态能耗BPMN模型构建
能耗分析作为分析机床能源消耗特性的重要方法,但由于机床能耗部件数量庞大,同时,能耗问题涉及学科领域众多,建立一套3D打印机能源消耗多源动态特性模型是非常困难的。在此基础上,通过引入工业工程分析的思想,提出了一种基于BPMN的3D打印机能耗多源动态建模方法。使用BPMN2.0符号和语义来描述桌面级3D打印机的工作流程和其相关组件的耦合关系。建立能耗数据与BPMN模型之间的关联,实现桌面级3D打印机过程中多源能耗动态特性的系统表达。
3.1 BPMN规范简介
BPMN是一种支持业务流程描述方法,支持业务流程的可视化建模。最早由业务流程管理倡议组织BPMI(The business process management initiative)于2003年提出了BPMN1.0规范,经过7年的修订和完善,于2011年由对象管理组织OMG(Object Management Group)推出了BPMN2.0标准[36,38]。BPMN2.0具有丰富的符号语义。凭借简单直观且易于实施的技术优势,它已得到包括IBM、SAP在内的许多公司的支持。它是目前业务流程最流行的可视化描述语言[37]。
BPMN2.0[26]提供的建模元素和符号主要包括四种:流对象、连接对象、泳道和附件。常用的元素及符号如表3.1所示。


3.2能耗单元BPMN模型构建
在本文中,桌面级3D打印机能量消耗单元的工作状态是一个流对象,并且将设计开始到打印停止状态作为整个过程的开始和结束事件,CAD图形设计、文件的格式转换、G代码的导入、挤出头加热器以及热床的预热、熔丝的挤出、打印制件的冷却以及导轨的工作状态视为活动,建立了能耗单元BPMN流程模型和耦合关系模型,同时研究了模型的数据关联方法。
3.2.1能耗单元BPMN流程模型
(1)非时变能耗单元的BPMN流程模型如图3.1所示。

针对本文中所述的桌面级3D打印机而言,其非时变能耗单元所包含的对象就是对打印挤出头降温用的风扇,其伴随着打印挤出头从预热一直到停止挤出。
(2)时变能耗单元的BPMN流程模型如图2所示。该过程中的时变能耗单元包括:CAD图形设计、文件的格式转换、G代码的导入、挤出头加热器以及热床的预热、熔丝的挤出、运行等状态活动,为降低模型的复杂性,这些状态在时间操作之前和之后被分组,通过BPMN的组来表示,如图3.2所示。

对于本文中介绍的桌面级3D打印机,其时变能耗单元包含以下对象:CAD图形设计、文件的格式转换、G代码的导入、挤出头加热器以及热床的预热、熔丝的挤出、运行等状态活动。其中,CAD图形设计、文件的格式转换、G代码的导入是通过电脑上的软件来执行,随着软件的运行状态和时长来确定其整体能耗,而挤出头加热器以及热床的预热、熔丝的挤出、运行等状态活动则是在设备3D打印机上执行的,并随着程序中的命令来执行操作。
3.2.2能耗单元BPMN耦合模型
通过对桌面级3D打印机能耗单元的分析,将能耗单元的耦合关系总体归纳为五种类型:并行、互斥、包含、等待和即时终止。建立BPMN耦合模型如表3.2所示。


3.2.3能耗单元的数据关联
BPMN流程模型和耦合关系模型可以系统地描述桌面级3D打印机能耗单元的动作流程和配合关系。为进一步分析其能耗特性,还需要将这些状态中包含的能耗信息与BPMN模型进行数据关联。
(1)工作状态能耗数据关联。
据此前分析,针对桌面级3D打印机能耗单元工作状态的能耗数据主要包括:(2-1)至(2-12)中涉及的计算参数和计算方法。对于非时变能耗单元,主要为其额定功率和持续时间的运行状态。对于时变能耗单元,在对时变能耗单元BPMN模型进行介绍的时候,就具体指出针对桌面级3D打印机所涉及到的时变计算公式,所包含的数据还需要结合不同时变能耗单元的特性。
例如,笔者以桌面级3D打印机为研究对象,针对不同的步骤和工作条件组织能耗分析模型。对于桌面级3D打印机的能耗,主要分为两部分,其中之一是电脑工作状态下对所见实物模型的CAD设计以及文件格式等的转化和G代码的导入;其二,是在3D打印机在G代码导入后所进行的程序的命令执行,其中包括挤出头和热床的预热,以及打印喷头随着程序命令所执行前后、左右、上下和挤出的运动,最后则是为了保证打印制件的质量所进行的保温降温。综合以上两方面,推导出能耗分析模型。方程式(3-1)表示桌面级3D打印机系统能耗单元的工作状态能耗分析模型。

(3-1)
式中的持续时间主要是根据第二章所建的能耗模型中,将其细分为多个时段,现将其汇总成顺序流得到如下结果,如式(3-2)所示。

(3-2)
式中,E(1)、E(2)、E(3)和E(4)分别表示桌面级3D打印机整个流程系统Oj中的前期准备、加工预热、打印执行和保温降温状态下的能耗;t1、t2、t3和t4分别表示这些状态下所持续的时间;Pdesign(t)为操作人员在对CAD模型进行设计的时候所消耗功率的时间函数;Ptransform 1(t)为操作人员在对三维模型转为STL格式文件时所消耗功率的时间函数;Ptransform 2(t)为操作人员在对图形切片处理转为G代码时所消耗功率的时间函数;Ptransfer(t)为G代码转入到核心控制器Atmege128单片机时所消耗功率的时间函数;Pcontrol(t)为打印机在打印的时候,核心控制器在控制机械系统时所消耗功率的时间函数;Pmachine 1(t)为X轴步进电机所消耗功率的时间函数;Pmachine 2(t)为Y轴步进电机所消耗功率的时间函数;Pmachine 3(t)为Z轴步进电机所消耗功率的时间函数;Pextrusion(t)为挤出头电机所消耗功率的时间函数;Pdissipation(t)为打印喷头降温时所需的风扇所消耗功率的时间函数;Pheat 1(t)为挤出头加热器所消耗功率的时间函数;Pheat 2(t)为热床在整个打印机打印过程中所消耗功率的时间函数。
当关联桌面级3D打印机系统的能量消耗单元的工作状态数据时,公式(3-1)和涉及的参数分别与BPMN模型中的工作状态有关。计算桌面级3D打印机系统能耗单元工作状态能耗。同时,相对于其他时变能耗单元,因为其在不同状态下的能耗可能会有所不同,并且可以根据其具体能耗特性的分析进行相关性分析。因此,本文将这些能耗方程作为BPMN的数据对象,通过数据关联与能耗单元的运行状态相联系。图3.1和图3.2显示了数据对象和数据关联。
(2)能耗单元耦合关系的能耗数据关联。
相应于能耗单元的作用,当(3-2)和非时变能耗单元的BPMN流程模型和时变能耗单元的BPMN过程模型相结合时,桌面级3D打印机的分析可以确定桌面级3D打印机能耗单元耦合关系的时序关系。以能耗单元的并行关系为例,假设状态2的开始时间为,该事件同时对应着能耗单元1、2和3的工作状态2的开始时间,关系式为,在全部能耗单元状态2已经执行之后进人状态3,并且状态2的结束时间可表示成。类似的,对于能量消耗单元的互斥、包含和其他耦合关系,它们的时序关系可以分别建立,如表3.2中的时序描述一栏所示。综上所述,在能耗单元数据关联中,对能耗单元工作状态能耗数据以及能耗单元工作状态的时序关联单独建立。在实际应用中,可以通过编写程序来调用和计算数据和公式,以实现桌面级3D打印机的多源动态能量计算。
3.3桌面级3D打印机多源动态能耗BPMN模型构建
将桌面级3D打印机的分别作为业务流程的“参与者”进行打印过程分别列在BPMN模型的不同池中。桌面级3D打印机打印能耗单元在3D打印机池中以不同的方式列出。根据等式(3-1)和式(3-2)中描述的过程来确定能耗单元的状态执行流程和耦合关系。在BPMN模型中,将它们分别由顺序流及消息流表示。
当桌面级3D打印机正在打印时,根据切片分层软件的处理后,根据打印的G代码执行整个打印过程。所以,在打印的整个过程之中,热床、挤压头加热器、挤压头电机以及XYZ轴步进电机等只需按照G代码的命令来执行即可。因此,整个桌面级3D打印机的能耗单元的执行顺序和耦合关系基本相同。本文将打印流程设置为一组BPMN,并且在每个组中具有结构类似的BPMN模型。
根据能耗单元的能耗计算模型和耦合关系的时间序列模型,确定它们之间的相关数据。在BPMN模型中,数据对象和数据关联符号用于每个能源消耗单元的状态流程。为了简化BPMN模型的复杂性,打印流程中每个能耗单元的数据关联仅在打印流程组中标记。同时,将能耗单元的工作状态和时间事件在BPMN模型中用文本注释和关联标记,以提高模型的可读性。
通过以上的介绍和分析建立了关系式之后,建立了如下图3.3所示的桌面级3D打印机打印流程的多源动态能耗BPMN模型。

3.4本章小结
本章在介绍BPMN规范以及能耗单元BPMN流程后,针对桌面级3D打印机的整个工艺流程对其工作状态中的各个组成部分进行了能耗数据进行关联,并对其不同步骤以及工作状态的能耗分析模型进行了整理,建立了打印流程状态能耗分析模型以及时序关系的表达式。通过对打印流程中的时序关联以及能耗单元的关联,建立了桌面级3D打印机BPMN能耗模型。该模型可以使读者更加直观的了解整个桌面级3D打印机在工作时的整个流程以及各个能耗单元部分之间的时序关系。同时,通过对桌面级3D打印机的工艺过程进行梳理后,能很好的为第四章的优化方法进行梳理,通过整理整个打印流程,能够使优化环节及对象更为直观。
第4章熔融沉积3D打印工艺过程能耗多目标优化模型建立
通过第二章对熔融沉积3D打印机部件的能耗分析,以及第三章对熔融沉积3D打印机能耗关系的耦合和时序关系的分析。本章将根据熔融沉积3D打印机的工艺特点,对其工艺过程中的打印效率、打印质量和打印能耗进行多目标优化。主要通过构建数学优化模型并结合计算机技术解决该问题,整个过程包括:优化参数、优化目标以及约束条件,从而建立起熔融沉积3D打印工艺过程能耗多目标优化模型。
4.1优化参数的确定
第二章中分析了影响3D打印工艺过程能耗的因素主要来自三个方面,分别为控制系统、机械系统和辅助加工系统,并讨论了这些因素是如何对3D打印工艺过程能耗产生影响的。在这些因素中,控制系统为3D打印过程提供了一个数据源,该过程基于制造零件的整个过程,并且是过程中最关键的一步。因此,如何减小前期数据处理给3D打印过程能耗的影响是至关重要。
在前期数据处理中,可以通过提供更高精度的参数来减小这种影响,从而可以有效地减少STL文件的模型失真程度。在分层处理中,存在影响3D打印过程能量消耗的内部因素和外部因素。内部因素主要是分层软件本身的算法,即软件如何处理和计算每一层的轮廓数据。其对整个路径行驶所消耗的能耗起到了至关重要的因素。在外部因素中,成型方向和分层厚度作为3D打印中两个重要的参数,合理的选择成型方向和分层厚度,能够在最大程度削弱“阶梯效应”的同时,能够尽可能的减少所要消耗的电能。上述降低3D打印过程能耗的因素可以通过某种方式进行修正,以达到令人满意的程序效果。具体而言们可以通过打印机的调整装置调整打印机参数带来的影响,达到最满意的成型效果。粘合剂的饱和程度可以通过调整喷头的一些参数来控制喷涂粘合剂的体积。材料本身的特性可以通过实验来确定,并且可以确定合适的材料以获得满意的结果。
除此之外,在整个桌面级3D打印机打印过程中,其辅助加工系统中的热床,在预热和保温的过程中所消耗的电能也是非常巨大的,为了保证打印件质量的前提下,对其进行合理的优化是很有必要的,例如,从其预热的设定温度,以及保持这段温度的时长。
综上所述,在众多影响3D打印工艺过程能耗的因素中,优先考虑来自前期数据处理以及热床温度的控制带来的影响,并以分层厚度、材料使用量和热床的设定温度以及保持这段温度的时间为优化参数,达到3D打印过程能耗的优化目的。
4.2优化的基本准则
研究表明,3D打印的成型质量、成型效率和成型能耗在很大程度上受成型方向、分层厚度和热床准备时间的影响。目前,在使用3D打印技术及其成型系统时,通常需要工程技术人员来选择部件的成型方向、分层厚度和热床准备时间。显然,这种选择方法由于其较强的主观性而受到限制。对于形状和结构简单的零件,该选择方法具有一定的可行性。但是,对于形状和结构更复杂的零件,仅凭经验确定合适的成型方向、分层厚度和热床准备时间是很困难的。因此,对待不同的加工制件,采取何种方式,必须得有更加科学的准则。
(1)成型效率准则
作为快速成型技术,3D打印技术消除了从整个产品零件到整个上市周期的模具要求。这大大缩短了产品的上市时间,不仅提高了生产效率,而且降低了成本。然而,从单一部件的实际成型过程来看,其成型效率仍然非常低,远低于传统工艺成型效率。使用3D打印技术来制造零件可能需要几十分钟甚至更长的时间才能形成简单的零件。基于原因在于3D打印时基于逐层打印获得的层轮廓信息,并且总的成型时间是每层打印时间的总和。因此,成型效率主要取决于最终部件的成型方向和分层厚度。选择合适的成型方向和分层厚度可以使层数和各层的成型时间最小化,从而减少部件成型所需的总时间并提高成型效率。
但是,在满足上述标准后,出现了一个任何企业都会关注的问题:质量。成型方向和分层厚度的变化将导致零件分层时得到的二维横截面数量的变化,这又会导致成型质量的变化。因此,从整体角度考虑成型效率,成型质量也是一个不可忽视的标准。
(2)成型质量准则
从3D打印原理出发,将三维模型首先转化为一个模型,其中由三角形贴片组成的自由曲面近似于真实模型的表面。然后,在分层处理后,获得模型的二维横截面的轮廓信息,最后基于该信息打印出部件。从微观角度来看,最终的模型表面会显示出与梯形类似的形状。从宏观角度来看,零件的形状和预先设计的零件会有一定的差异,即零件与零件之间会存在一定的尺寸和形状误差。台阶表面的形成和误差的存在会严重影响零件的成型质量。理论上,合理选择成型方向和分层厚度可以使这个误差最小化。由此制造出的零件质量更好,最能反映零件的特性。
同样的,满足了上述的准则后,整体的打印效率会不断降低,其次,打印工艺过程中的能耗无形之中也在不断增加。
(3)成型能耗准则
伴随着增材制造的不断深入,绿色节能的生产理念也不断冲击着研究人员的心里,如何在生产制造的时候更绿色更节能?这个问题也在不断深入研究。在3D打印机在打印制件的时候,其z方向的位移量主要根初始设定的打印方向相关,相对而言,确定打印方向后,z方向上位移所消耗的能耗值是固定的。而xoy平面上的所需的位移量总和在打印方向确定的条件下,主要跟分层厚度相关,增加分层厚度,相应的打印能耗也会随之降低,同样的,减少分层厚度,相应的就会增加打印能耗。打印能耗除了跟打印方向和分层厚度相关意外,还和打印前热床所需准备的时长相关。
总之,根据以上的三个准则,成型质量、成型效率和成型能耗,我们需衡量三者的重要性之后。合理地选择零件的成型方向、分层厚度和热床准备时间,实现不同零件的成型方向、分层厚度和热床准备时间的智能选择。
4.3目标模型建立
在实际生产中,成型方向与分层厚度的选择积累了一些经验原则,但这些原则大都是依据经验设定的,不是用更准确的数学公式来表达,目前的研究缺乏打印能耗的研究。因此,为了实现优化目标,有必要在设计程序之前建立合适的数学模型,也就是说,用数学公式来表达这些经验性原则,以便可以用计算机编程语言来表达。
由前文分析可知,本文所述优化对象为3D打印工艺过程能耗,针对这一目标,主要从以下几方面进行优化:打印时间、打印误差、热床设定温度温度。
假设:在i层中,打印的层厚为h,总厚度为H,总层数为,打印喷头在xoy平面上的速度为vp,打印喷头上升的速度为va,打印喷头的间距为f,热床的设定温度为Temp。
(1)打印总时长T
打印时间TP的函数表达式:对于某一层处理,打印喷嘴在xoy平面上以vp的速度和f的间距打印该层。首先计算出一层的打印时间,然后叠加以获得总打印时间。若第层的面积为Si,则打印时间TP表示为
(4-1)
打印喷头上升时间TA的函数表达:通常,3D打印喷头在方向上执行向上移动。由于打印喷头每次上升的高度和速度都是恒定的,因此跟打印方向上的总高度成正比,则有
(4-2)
热床准备时间TR的函数表达:一般而言,3D打印机打印时热床准备的时间主要根据初始设定的热床温度根据反应时间来呈现的,由第二章的分析分析可知,整个热床准备时间为th1,则有
(4-3)
结合(4-1)、(4-2)和(4-3)各部分的时间函数表达式,则打印件所需要的总时间为
(4-4)
分析公式(4-4)表明,对于某个STL模型,其体积V是恒定的。因此,第一项的打印时间TP仅与打印机的控制参数、和分层厚度有关。在式(4-4)的最后两项中,H表示打印件的高度,H值与行进方向有很大关系。参数va和th2取决于打印机的控制参数。因此,表达式(4-4)之后的两个数据大小取决于打印高度H和打印机控制参数th2。总之,打印花费的总时间不仅受打印高度H和分层厚度h的影响,还受打印机上的一些控制参数的影响。
(2)打印误差
打印误差的函数表达:假设在i层中,相交的三角面片j产生的体积误差为。三角片面j与成型方向P=[xp,yp,zp]的角度是,并且三角面片j的法向矢量方向上的单位矢量是Ni。其中第i层与三角面片j相交,成型面积为dAij,其中lij为三角面片j上两条相交线的中线。因此,由第i层和三角面片j形成的台阶的体积可以看作是Sij沿lij方向的积分。于是,打印误差可表示为
(4-5)
其中,Aj是三角面片j的面积。假设(xja,yja,zja),a=1,2,3;j=1,2,3…s是三角面片j的三个顶点的坐标,s为三角面片的数量,因此可得三角面片j的面积为
(4-6)
分析式(4-6)表明整个打印过程中的打印误差主要与成型方向和分层厚度有关。因此,为了有效地减少打印误差,需要适当的优化成型方向和分层厚度之间的关系。
(3)打印能耗E
打印能耗E的函数表达式:对于要尽量保证打印件的打印质量,其热床温度的设定至关重要。与此同时,为了尽量减少能耗的消耗,设定合理的温度Temp尤为突出。根据热床的相关参数,其额定电压U、电阻R、质量m以及其比热容的数值cm相对而言是固定值,而变化的是相对于不同的热床初始温度Temporig而引起变化的热床准备时间th2。根据以上参数,以及比热容公式。据此,热床设定温度Temp可表示为
(4-7)
分析式(4-7)可知,整个打印机所设定的热床温度主要跟其准备时间相关。因此,为了有效的减少打印机在准备阶段所消耗的能耗,适当的设计打印机准备是很有必要的,一方面减少了整体打印的时间,另一方面有效的减少了整个打印能耗中的一部分。
然而整个3D打印机在打印的过程当中,除了xyz轴的步进电机所消耗的电能较大以外,其次,热床所消耗的电能相对占比也较为明显。根据第二章中的描述定义可知,热床在整个打印机打印过程中所消耗功率的时间函数为Pheat2,而整个打印机打印时长为T,xyz轴步进电机在整个打印机打印中所消耗功率的时间函数为Pmachine,因此,打印能耗E可表示为
(4-8)
为了能更好地研究分层厚度和热床设定温度对成型所需能量消耗的影响,应避免打印机的控制参数被掺杂影响最终结果。因此,可以考虑建立时间、能耗与成型方向、分层厚度和热床设定温度的一种更为简易数学关系。假设等式(4-4)中的所有打印机的控制参数为常数,则式(4-1)、(4-2)、(4-3)和(4-7)简化为
(4-9)
即打印时间TP与分层厚度成反比,并且打印喷嘴上升时间TA与模型在成型方向上的高度H成正比,热床准备时间TR即为th2,为了更好地表示设定温度和参数之间的关系,此处用Temp可以更好地表示其和准备时间th2之间的关系,即正比关系。
假设,a=1,2,3;j=1,2,3…s为STL模型中三角形贴片三个顶点的坐标,s是三角形贴片的个数。将顶点与原点成型向量连接起来,成型方向的矢量为,然后可以用在向量P上投影Q来找到STL模型在成型方向上的高度。即为Q的最大值和最小值之差。令,则成型效率即成型时间T可以表示为
(4-10)
其中,max(Q)、min(Q)分别表示Q的最大值和最小值。
因此,为了达到3D打印的效率更快,只需优化公式(4-10),使T值最小,即最快的成型效率。
4.4优化模型的数学表达
目前几乎所有的3D打印工艺过程都可以在计算机的帮助下完成,但成型方向和分层厚度主要是由工程技术人员根据主观经验确定。对于曲面复杂的零件,难以判断成型质量好,成型效率高的零件成行方向和分层厚度的组合;而且,即使根据部件的结构形状确定成型方向和分层厚度,成型质量也是令人满意的,并且其时间和能量消耗是巨大的。在实际生产中,工程技术人员不仅要关注成型质量,还要注意其成型效率、成型能耗和制造成本。而且还应该根据不同的零件来考虑成成型效率和成型能耗的选择,以达到最满意的效果。因此,在确定成型方向、分层厚度以及热床准备时长时,考虑到最快成型效率和最小化成型能量消耗的原则,在满足成型质量之后,具体为:
(1)尽量减少部件成型方向的层数,以减少成型时间;
(2)尽量尽量减少热床准备中的能量消耗,以降低总体成型能耗。
因此,对于上述多目标问题的优化,通常通过使用由数学表达式表示的模型来实现:
(4-11)
其中,xi为第i个设计变量,s为设计变量的总数;xiL和xiU分别是第i个设计变量的上限和下限;是第m个子目标函数,是子目标函数的总数;第j个不等式约束条件为,J是不等式约束的总数。
通过结合等式(4-5)、式(4-7)、式(4-8)、式(4-10),把成型方向和分成厚度h以及th2作为设计的变量,成型效率T、成型质量和成型能耗E是目标函数,因此得到了3D打印过程成型方向、分层厚度和成型能耗的多目标优化数学模型如下
(4-12)
式中
各设计变量的取值范围如下:
(4-13)
多数情况下,所研究的多目标优化问题中,子目标函数往往存在相互制约。对于这样的问题,通常不会找到一个解决方案,使所有目标达到最佳水平。因此,为了最佳地解决3D打印中的成型方向、分层厚度和热床准备时间,所得到的最佳解决方案并不是指在成型效率和成型能耗都得到优化时的成型方向、分层厚度和热床准备时间的组合。而是寻找最接近成型方向的近似解决方案,以及热床准备时间最佳解决方案。
4.5本章小结
本章分析确定了桌面级3D打印机所需优化的参数,同时,在确定了成型效率、成型质量以及成型能耗三个准则的基础上,讨论了成型方向、分层厚度和热床准备时间对成型质量、成型效率以及成型能耗三个目标的影响。建立了熔融沉积3D打印过程的打印效率、打印质量和打印能耗数学模型。并对其进行了优化处理,使得整个过程更为精简。最后,建立了一个多目标优化模型,为第5章的案例使用奠定了基础。
第5章基于NSGA-II算法的多目标优化
针对目前众多的多目标遗传算法而言,NSGA-Ⅱ算法降低了非劣质排序遗传算法的复杂性,具有运行速度快,阶级的收敛性好的优点。因此,对本文所研究的桌面级熔融沉积3D打印机而言,其主要作用是提供给家庭以及一些小型公司使用,打印一些DIY的工艺品和复杂的小型物品。因此,在对其进行能耗优化的时候,主要从变量打印时间、打印质量以及打印能耗来进行考虑,从而得到最为节能的方式来打印制件。
5.1遗传算法基本原理
作为概率优化算法,遗传算法首先对可行域中的所有个体进行编码,并将其编码为计算机可以识别的语言;然后随机选择可行域内的编码个体组成初始种群,然后通过预先设计的适应度函数对每个个体进行评估,以确定其优良状态。另外,排除具有较低适应度函数值得个体,并将具有较高适应度函数值的个体输入下一代。使用选择操作来选择具有较高适应度函数的个体进行交叉和变异操作,不仅可以扩展新的个体,而且还可以扩大种群大小;相应的适应度函数值也会被赋予生成的新个体。然后继续循环,设置最大进化代数作为循环结束的条件。然后,上一代的所有个体都适应这个空间种群,具有最高适应度函数的个体是最佳个体。在经过解码就可得到最优解。图5.1描述了遗传算法流程,它由四个主要组成部分组成。
(1)参数的遗传化
当用遗传算法解决实际问题时,问题的解决方案应首先编码为染色体。它是多个基因的组合,基因的不同组合决定了每个个体的外部表现。因此,编码从个体的外部表示到染色体内基因图谱的过程是基因参数化的过程。
(2)初始种群的形成
一般来说,对于一个给定的优化问题,可能的解决方案的组合需要在进化之前作为最原始的父代种群(初始种群)给出。最初的种群可能是随机的或实验给出的,所以初始个体群中的个体是锯齿状的。遗传算法的目的是从这个初始种群开始,根据生物进化原理得到最好的个体。在这个过程中,有必要遵循适者生存的原则,即通过竞争淘汰相对劣势的个体,保存好的个体并继承其优越的基因序列。
(3)适应度函数的判定
所谓适应度函数是指通过函数来表示在自然界适者生存的原则。在遗传算法寻找最优解的过程之中,主要是根据算法设计合适的适应度函数。一般来说,问题的目标与适应度函数密不可分。个体在种群中的保留是给定的适应度函数值决定的,高适应度的个体才有可能输入到下一代,并且可以实现直接消除低适应度的个体。因此,在遗传算法中,能否找到最优解,设置合适的适应度函数是非常重要的。
(4)进行遗传操作
遗传算法三种最基本的遗传方式:选择、交叉、变异。
①选择
选择过程是模拟生物进化过程中适者生存的机制,即保持种群对下一代具有较强适应能力的个体,并消除适应能力差的个体。区别在于:生物进化是由环境决定的,从而来确定个体的保留问题,并且算法由适应度函数的设计决定。保持高适应度函数值到下一代,并去除低适应度函数值。这种选择只能维持种群空间的稳定性,不能产生新的个体,因此可能找不到最优的个体。
②交叉
交叉操作可以快速产生新的个体,不仅可以增加个体集空间中的个体多样性,而且可以快速扩大个体集空间。个体的多样性和个体集规模对遗传算法的全局搜索能力有很大的影响。因此,交叉操作是至关重要的。
③变异
变异是指进化个体以一定概率进行随机变化的过程。变化是在个体替代中起辅助作用。所以在整个操作中,变异操作也是不可或缺的。

5.2第二代非支配排序遗传算法(NSGA-II)
1995年,Srinivas和Deb[40]改进了遗传算法,并引入了非支配排序的概念。提出了一种新的优化算法,非支配排序遗传算法(NSGA)。所谓的非支配排序是指在算法执行遗传操作之前会根据种群中的个体之间的支配关系进行排序。如下所示,定义了个体之间的支配关系与非支配关系。
定义1(支配关系):对支配,我们必须同时满足以下两个条件:
(1)对于所有的目标函数;
(2)至少存在一个目标函数。
定义2(非支配关系):与无法比较,以下两个条件必须同时满足:
(1)至少存在一个目标函数,使得;
(2)至少存在一个目标函数,使得。
假设有一个大小为n的种群,并且这些个体是非支配的,则:
(1)设=1;
(2)对所有的且,根据上述定义,比较和间的支配和非支配关系;
(3)若对于所有的,都有优于,则标记为非支配个体;
(4)令,返回到步骤(2),直至找到所有非支配个体。
所有上述的非支配个体构成种群的第一级最优层,并为该层提供共享的虚拟适应值;然后删除第一级最优层中的个体,重复上述的步骤(1)到(4),为其余种群获得第二级最优层,并它一个虚拟适应值。如此循环,直至划分所有层级。值得注意的是,水平越低,给定的虚拟适应值就越小,并且该水平下的个体越好。因此,在选择操作时,较低级别的非支配个体更有可能被选入下一代,从而促使算法更快地收敛到最佳个体区域。
在使用非支配排序遗传算法寻找问题最优解的过程中,发现算法存在很多缺点:
(1)计算复杂度高:在进行非支配排序时,由于需要多次计算适应值并进行比较,从而使得计算复杂度高、优化速率慢。
(2)缺乏精英策略:研究表明,引入精英策略可以确保在寻找令人满意的问题时丧失某些令人满意的解决方案。通过精英策略的引入,可以提高算法的速度。
(3)需要指定特殊的共享半径共享概念的引入可以确保NSGA算法获得问题解决方案的多样性。共享的主要问题是人为地提供共享半径,这是决定搜索性能的关键因素。
因此,在2000年,Deb等[41]人对第一代NSGA算法的缺点进行了改进,并引入了一些新的策略,主要有以下几个方面:
(1)改进了非支配排序算法,大大提高了算法的计算速度;
(2)在算法中引入了精英策略,并扩展了算法的采样空间。主要表现在:将父代及其后代组合成一个中间种群,然后通过基因操作中间种群获得新的下一代,这样父代中的优秀个体才不会丢失。个体在种群中的等级存储确保了最优个体不会丢失。
(3)通过对拥挤度和拥挤度比较算子的引进,以避免了共享半径的缺点,同时保持种群的多样性和解决方案的多样性。
于是,NSGA-II算法的主要程序为:
(1)种群初始化:使用随机方法生成大小为N的初始种群,n=0。
(2)遗传操作:从最初的种群中,选择最好的个体形成父代种群,然后对父代种群进行交叉和变异操作以产生子代种群。
(3)合并种群:结合父代种群和子代种群以多的中间种群。
(4)快速非支配排序:根据快速非支配排序定义对中间种群进行排序,并将所有得到的非支配个体放入非支配解集Z。如果Z大小高于N,则使用个体的拥挤距离来确定,并且优先选择大的个体进入下一代,直到大小为N;如果Z大小小于或者等于N时,则Z中所有个体直接进入下一代。
(5)终止:当进化代数达到规定的最大值时,输出上一代中的非支配个体;如果进化代数未达到指定的最大值,则返回步骤(2)继续循环操作。
于是,NSGA-II算法流程图如图5.2所示。

5.3熔融沉积3D打印机多目标优化的实例验证
为了测试已建立的多目标优化模型的优化效果,选择海贼王乔巴模型作为优化对象,如图5.3所示。其中,模型的尺寸大小为:53mm×39mm×54mm,体积为:4337mm3。根据前一章描述的NSGA-II算法的过程,首先将海贼王乔巴模型转化成STL数据文件。并将其放在Matlab7.0软件指定路径下,来进行模拟仿真的实验。该算法中一些控制参数设置如下:种群大小为100,交叉概率为0.9,变异概率为0.1。通过对打印机参数的分析后,初步选择分层厚度为0.089~0.203mm。使用该程序,对第80代、第100代、第120代最大进化代数进行了成型方向和分层厚度的优化。最后,得到不同进化代数的帕累托边界,如图5.4所示。


从图5.4中不难发现,当算法控制参数种群大小和交叉变异概率时,选择进化代数分别为80代、100代和120代。得到不同进化代数下的帕累托边界表现的相当稳定。因此,使用100代就足以找出满足要求的解决方案。
在进化代数为100代并且其他控制参数相同时,观察从第一代一直到最后一代进化过程,并分析算法全局搜索的能力。图5.5描述了个体集在第1代、第20代、第40代、第60代、第80代和第100代相应的目标函数值。通过这些目标函数值,反映了种群个体的更新情况。

从图5.5可以看出,随着迭代数的不断更新,迭代后持续接近最终的帕累托边界。在第1代中,NSGA-II算法使用随机选择方法来获得可行域中的个体初始种群,导致种群中个体种群不均匀。相应的目标函数值也很混乱,需要进一步优化。到第20代,图像的整个外观形状在种群个体中已经初步形成。在第40代时,种群空间的个体逐渐接近或甚至与最终的帕累托边界重合,表明个体基本上都是杰出的个体。也就是说,其基本上都是满足要求的解。继续更新至100代,个体不再继续移动并继续留在帕累托边界。其原因在于:根据该算法的原理,个体不断演变,保留优秀个体,消除相对较差的个体,导致个体集多样性下降和统一的趋势。此外,NSGA-II算法提供了一个比较算子,用于拥挤距离并随着拥挤距离不断演化的进展,最终导致个体趋于单一性。因此,根据图中的点显示出了整体趋势保持不变,但只是持续聚集的一点。这种聚集的性能实际上是算法找到的解决方案不断接近最佳解决方案的过程。但是,对于多目标优化问题,通常很难找到最优解,只能相对较优的解。
为了验证该模型能够解决3D打印中成型效率、成型质量和成型能耗之间的折中问题,智能选择成型方向、分层厚度和热床准备时间的目的。海贼王乔巴在100代进化代数中优化结果如图5.6所示,在图中,ΔV、T、E分别代表的是成型质量、成型效率以及成型能耗之间的矛盾关系,也就是说,当要求成型质量更好时,成型层数必然增加,从而降低成型效率并增加成型能耗;当要求成型效率较高时,不可避免地导致成型质量下降,并且同时会导致成型能耗下降。因此,为了满足最高的成型效率,成型时间T必须最小化,即图5.6中的点A(24.57,1061.22,0.203)。此时,与此点对应的每个设计变量的值如下表5.1中的第一行数据所示。因此,使成型效率最佳的成型方向应沿图5.3中的y方向,分层厚度为0.203mm,热床准备时间为5min。同样的,为了达到最佳的成型质量,体积误差ΔV必须最小化,即图5.6中的点B(31.68,113.04,0.089)。在这种情况下,对应于每个设计变量如表5.1中的第二行数据。因此,使成型质量最佳的成型方向应沿图5.3中的z方向,分层厚度为0.089mm,热床准备时间为10min。同样,为了满足最佳的成型能耗,能耗E必须最小化,即图5.4中的点C(24.57,1061.22,0.203)。此时对应此点的每个设计变量的取值如下表5.1中的第三行数据。因此,使成型能量消耗最少的成型方向应沿图5-3中的y方向,分层厚度为0.203mm,热床准备时间为5min。尽管图中A、B、C这三点分别给出了最高的成型效率、最佳的成型质量、最低的成型能耗,但无论是A点还是B点、C点,其相应的其他目标是其他所有点中最差的。在单目标优化的情况下,于点A、B和C相对应的解决方案是具有最佳成型质量、最高成型效率和最低成型能耗的最佳解决方案。对于海贼王乔巴的成型方向、分层厚度和热床准备时间的多目标优化而言,这个完全牺牲目标的其他一些目标的解决方案并不是最佳解决方案。为了在此时找到最佳解决方案,有必要对成型质量、成型效率和成型能耗的重要性进行权衡,并合理选择成型方向、分层厚度和热床准备时间。从而来满足成型质量、成型效率和成型能耗的要求。


通过第四章中所述的多目标优化函数可知,成型能耗主要是跟成型效率有很大的关系,而热床准备时间主要是影响成型质量的一个辅助成型的参数。因此,为了解分层厚度对成型质量、成型效率和成型能耗的影响,得到了100个帕累托解。分析所有成型方向在z方向上的解决方案,以获得最佳的成型质量,并绘制出成型质量、成型效率与分层厚度之间的关系。如图5.7所示。由图5.7分析可以看出,在成型方向相同的情况下,随着分层厚度的不断增加,体积误差ΔV也随之增大,海贼王乔巴模型的成型效率得到提高,而其成型质量降低;相对应的,随着分层厚度的减小,体积误差ΔV也随之减小,海贼王乔巴模型的成型效率降低,但是其成型质量得到改善。这是因为在相同的成型方向上,分层的厚度越小,则因分层所产生的台阶效应就越小,相应的由台阶效应引起的体积误差就越小,打印件的成型质量越好;分层厚度越小,分层的数量越多,成型件所需的时间越长,相应的成型效率越低。针对这种矛盾,在选择零件分层厚度时,还要考虑成型质量、成型效率和成型能耗这三方面的因素。只有满足成型质量、成型效率和成型能耗的要求,才能获得令人满意的零件。

在实际生产过程中,不同部件对成型质量、成型效率和成型能耗有不同要求,成型方向和分层厚度组合最终选择也尽相同。对于这样的多目标优化问题,基于帕累托最优原理和遗传算法的NSGA-II算法被用来解决实际中的不同要求。通过在算法中设置参数(如种群大小和进化代数),不仅可以获得所有成型方向,分层厚度和热床准备时间组合的更好解决方案。在实践中满足成型质量、成型效率和成型能耗的不同要求;只要种群数量和进化代数足够大,就可以无穷小的最佳解决方案,从而获得成型方向、分层厚度和热床准备时间的最佳组合。
虽然帕累托边界给工程师一个非劣质的解决方案集,但却没有明确指出哪一个解是最令人满意的解决方案。因此,最小距离方法[42]用于选择最接近理想最优解的非支配解作为最满意的解。所谓最小距离意味着最接近帕累托边界上理想点最近的点是最令人满意的解决方案。理想点是指满足所有目标的点,但这些点可能存在于不同的多目标优化问题中。然后,对于海贼王乔巴模型的优化问题,最为理想点是不存在的,只有将图5.6中的点(30.58,259.83,0.203)作为虚拟的理想点。根据最小距离的定义,找到最接近理想点的点作为最优解,也就是表5.1中的第四行数据:θ1=180°,h=0.203mm,th2=7min,ΔV=259.83mm3,T=265,E=30.58Wh。
根据上述多目标优化得到参数值,在如图5.8所示的本课题组自主研发桌面级熔融沉积3D打印机中打印模型。并通过高性能功率分析仪WT1800测出整个打印过程中所消耗的能耗为32.10Wh,与多目标优化后所得到的能耗E=30.58Wh之间的误差小于5%。因此,证明该多目标优化的方法是可行的。

通过上图所示的桌面级熔融沉积3D打印机打印模型,得到如图5.9所示的海贼王乔巴的模型。在从打印效率、打印质量和打印能耗三方面进行优化选择时,由于这三个条件之间所存在的关系,使得在择优选择时会有一定偏颇。因此,打印者可以根据自身对其三个条件的要求,来权衡处理打印过程中所需着重优化的对象。

5.5本章小结
本章在第四章的基础上,利用海贼王乔巴模型的程序分析论证了不同代数下的优化数值之间的区别,最终选取100代,在其中选取最优解θ1=180°,h=0.203mm,th2=7min。最后,通过本课题组自主研发的桌面级熔融沉积3D打印机打印出了成品,并在高性能功率分析WT1800上测出了整个打印过程中所消耗的电能为32.10Wh,与所得到的优化值的差距小于5%。
第6章总结与展望
6.1研究总结
3D打印技术作为新型快速成型技术之一,能否高效率、质量好、低能耗的打印出零件很大程度上取决于成型方向、分层厚度和热床设定温度这三个参数地选择是否合理。为了得到最优化的成型方向、分层厚度和热床准备时间组合,本文二三两章针对熔融沉积3D打印机的整个工艺流程进行分析,建立了熔融沉积3D打印机的BPMN模型流程图,为更好的对其进行优化,理顺了其优化目标和目的,第四五章针对工艺流程提出了一种将数学模型、多目标优化理论及第二代非支配排序遗传算法相结合的方法。实现3D打印的成型方向、分层厚度和热床准备时间的智能选择。完成的主要工作如下:
(1)在分析和研究了3D打印过程的状态和特点的基础上,对整个流程系统进行了讨论:前期准备、加工预热、打印执行和保温降温下的能耗和时序关系。针对整个工艺流程系统,总结了桌面级3D打印机的多源动态能耗BPMN模型。根据整个流程的工作状态各个部件所消耗的能耗情况,整理出其工作状态能耗分析模型和其顺序流。
(2)根据3D打印过程的状态和特点,着重成型质量、成型效率和成型能耗这三个方面进行函数表达,并在确立成型质量、成型效率和成型能耗有关成型方向、分层厚度和热床准备时间的函数表达是基础上,建立以成型方向、分层厚度和热床准备时间为设计变量,以成型质量、成型效率和成型能耗为目标的多目标优化模型。
(3)使用Matlab7.0软件对第二代非支配排序遗传算法进行3D打印优化。该软件编制了打印方向、分层厚度和热床初始温度优化的程序后。使用上述多目标优化模型,通过程序的应用优化获得了一系列优化解集,最后利用最小距离法挑选出海贼王乔巴成型的最优成型方向、分层厚度和热床初始温度组合(成型方向、,分层厚度为h=0.203mm,热床准备时间为th1=7min)。结果表明,编写的程序和建立的优化模型是有效的。
6.2未来工作展望
对于3D打印的研究是属于跨学科之间的复杂问题,其中所涉及的内容和问题还需更深一步的研究和验证,如下所提及的一些属于目前亟待解决的。
(1)本文是基于整个3D打印过程和STL模型的等厚分层研究成型方向、分层厚度以及热床准备时间的优化问题。目前,打印质量和打印效率还有另外一种分层方法,即自适应分层,其基于部件的表面曲率以提供不同的层厚度。这样可以尽可能减小台阶误差,针对能耗这一块的研究目前相对较少,主要通过变相的方式来找出其规律来求解。因此,后续研究人员在自适应分层的角度出发,进一步研究3D打印成型能耗的优化问题。
(2)今后的一个比较好的研究方向是:研究人员可以开发相关3D打印机的成型方向、分层厚度、打印喷头加热器时长和热床准备时间的一系列较为完善的优化软件或专家打分系统,真正实现能在能耗少下的前提下,成型方向和分层厚度的智能优化选择。
致谢
刚步入研究生生涯的画面还历历在目,转眼间我即将毕业走向社会了,迈向人生新的篇章。在毕业论文完成之际,回想研究生学习生涯三年,丰富多彩而充实。期间得到了诸位老师和同学的帮助,我才得以完成自己的研究生学习而顺利毕业,在此表示我衷心的感谢。
首先,由衷的感谢我的导师江志刚教授,在我研究生三年对我无微不至的关怀和照顾。学习上,江老师以他出色的教学能力和开放严谨的思维方式,不断启发我、引导我、帮助我去打开思维,找寻问题的解决方法,使我迅速找到做研究的技巧,不断突破思维的瓶颈,这些技巧使我受益匪浅,相信在今后的人生道路上同样会产生积极的影响。同时,江老师在生活和思想上也给予我很大的促进。在此,谨向江老师致以最诚挚的敬意!
同时,衷心的感谢张华教授、赵刚副教授、鄢威老师、张旭刚老师等人在我科研工作上给予的帮助以及绿色制造工程研究院提供的良好科研环境,使我能够专注的完成课题,撰写学术论文,提高自己的学习和科研能力。
感谢师兄程宏、薛臣、向鹏对我在读研期间的指导与帮助,感谢李飞、俞超、王声威、王强、阮丹、魏伟杰、张学豪、潘媛与我一起攻读硕士学位的同窗好友以及王涵、王鹏、王腾、聂应军、夏贵菲、丁周阳等师弟师妹在生活与学业上对我的支持与帮助。
感谢我的家人,是他们默默无闻的支持和奉献让我能顺利的完成学业!
谨向所有支持和帮助我成长的师长、同学、朋友们表示衷心地感谢!
最后,特别感谢在百忙之中评阅论文和参加答辩的各位专家、教授!
参考文献
[1]王延庆,沈竞兴,吴海全.3D打印材料应用和研究现状[J].航空材料学报,2016(4):89-98
[2]费倩儒.3D打印技术的研究现状与在建筑行业的应用前景[J].科技创新,2017,15:1-1.
[3]王凡.3D打印技术研究现状及关键技术[J].百家争鸣,2017(8):137-138.
[4]小康.3D打印不为人知的十个隐患[EB/OL].(2014-03-07)[2016-12-21].http://www.vx.com/news/2014/3524.html.
[5]胡发宗,赵毅,陈罡等.三维立体打印机的成形技术[J].模具技术,2004,01:60-62.
[6]卢秉恒,李涤尘.增材制造(3D打印)技术发展[J].机械制造与自动化,2013,04:1-4.
[7]夏鹏,王丞,马明亮.快速成型技术应用现状及发展趋势[J].九江学院学报,2008,03:55-58.
[8]Melchelsa F P W,Jan F,Dirk W G B.A review on stereo lithography and its applications in biomedical engineering[J].Biomaterials.2010,31(24):6121-6130.
[9]D.Dimitrov,K.Schreve,N.De Beer.Advances in three dimensional printing-state of the art and future perspectives[J].Rapid Prototyping Journal.2006,12(3).
[10]Yang Y,Gu DD,Dai DH,et al.Laser energy absorption behavior of powder particles using ray tracing method during selective laser melting additive manufacturing of aluminum alloy[J].MATERIALS&DESIGN,2018(143):12-19.
[11]Volkan Kovan,Gurkan Altan,Eyup Sabri Ttopal.Effect of layer thickness and print orientation on strength of 3D printed and adhesively bonded single lap joints[J].Mechanical Science and Technology,2017(5):2197-2201.
[12]MOGNOL P,LEPICART D,PERRY N.Rapid prototyping:energy and environment in the spotlight[J].Rapid Prototyping J,2006,12(1):26-34
[13]BAUMERS M,TUCK C,WILDMAN R,et al.Energyinputs to additive manufacturing:Dose capacity utilization matter?[J].EOS,2011,1000(270):30-40.
[14]Watson,J.K,Taminger,K.M.B.A decision-support model for selecting additive manufacturing versus subtractive manufacturing based on energy consumption.[J].Journal of Cleaner Production,2018,176:1316-1322.
[15]Amir M.Mirzendehdel,Krishnan Suresh.Support structure constrained topology optimization for additive manufacturing[J].Computer-Aided Design,2016(81):1–13.
[16]Tang YL,Mak K,Yaoyao Zhao YF.A framework to reduce product environmental impact through design optimization for additive manufacturing[J],Journal of Cleaner Production,137(2016)1560-1572.
[17]C.Gosselin,R.Duballet,Ph.Roux,N.Gaudillière,J.Dirrenberger,Ph.Morel.Large-scale 3D printing of ultra-high performance concrete–a new processing route for architects and builders[J].Materials and Design,100(2016)102–109.
[18]Singh R,Singh S,Singh IP,et al.Investigation for surface finish improvement of FDM parts by vapor smoothing process[J].COMPOSITES PART B-ENGINEERING,2017(111):228-234.
[19]Alberto Boschetto,Luana Bottini.Design for manufacturing of improve accuracy in Fused Deposition Modeling[J].Robotics and Computer-Integrated Manufacturing,2016(37):103-114.
[20]Anoop Verma,Rahul Rai.Sustainability-induced dual-level optimization of additive manufacturing process[J].Int J Adv Manuf Technol,2016,DOI 10.1007/s00170-016-8905-9.
[21]Donghong Ding,Zengxi Pan,Dominic Cuiuri,et al.Adaptive path planning for wire-feed additive manufacturing using medial axis transformation[J].Journal of Cleaner Production,2016(133):942-952.
[22]Srivastava VC,Upadhyaya A,ojha SN.Microstructural Features Induced By Spray Forming of a Ternary Pb-Sn-Sb alloy[J].Bulletin of Materials Science,2000,23(2).
[23]Changning Sun,Xiaoyong Tian,Ling Wang,et al.Effect of particle size gradation on the performance of glass-ceramic 3D printing process[J].Ceramics International,2017(43):578-584.
[24]肖来利,毛进勤,刘同银.快速成型技术的现状及应用概述[J].中国矿业,2012,S1:645-646+650.
[25]李晓燕,张曙.三维打印成形系统的开发[J].机械设计,2005,11:57-59.
[26]韩江,王益康,田晓青等.熔融沉积(FDM)3D打印工艺参数优化设计研究[J].工艺与检测,1005-2402.2016.06.027.
[27]张雷,张北鲲,鲍宏,张城,张伟伟.产品熔融沉积制造的碳排放量化方法[J].机械工程学报,2017,53(5):50-59.
[28]李嘉平,党开放.一种改进的3D打印自适应分层算法研究[J].设备管理与维修.DOI:10.16621/j.cnki.issn.1001-0599.2016.09.41.
[29]韩江,王益康,田晓青等.熔融沉积(FDM)3D打印工艺参数优化设计研究[J].工艺与检测.2016.06.027:139-146.
[30]潘海鹏.快速成型制造中分层处理技术的研究[D].南昌大学,2007.
[31]刘红霞.3D打印分层方向优化与分层算法研究[D].西安电子科技大学,2014.
[32]赵吉宾,何利英,刘伟军等.快速成型制造中零件制作方向的优化方法[J].计算机辅助设计与图形学学报,2006,03:456-463.
[33]侯章浩,乌日开西·艾依提.3D打印的了路径规划研究综述[J].机床与液压.1001-3881(2016)5-179-4.
[34]王洁瑜,董方敏.基于模型结构优化的降低3D打印材料消耗方法[J].计算机技术与发展.1673-629X(2016)07-0147-04.
[35]郑平,张安安.浅析3D打印中三维快速成型软件系统的研究[J].科技视界,2016(24):26-27.
[36]OMG.Business Process Modeling Notation(BPMN)version 1.2[EB/OL].[2009-01-03].http://www.omg.org/spec/BPMN/1.2/PDF.
[37]蔡章利,易树平.基于BPMN的业务流程一体化建模方法[J].计算机集成制造系统,2010,16(3):551-557
[38]OMG.Business Process Model and Notation(BPMN)Version2.0[EB/OL].[2010-07-14].http://www.omg.org/spec/BPMN/2.0/Bata2.OMG Document Number:dtc/2010-05-03.
[39]周胜.3D打印工艺的优化设计[D],武汉理工大学.2015.
[40]Srinivas N,Deb K.Multi-objective function optimization using non-dominated sorting genetic algorithms[J].Evolutionary Computation,1995,2(3):221-248.
[41]Deb K,Pratap A,Agarwal S,et al.A fast and elitist multi-objective genetic algorithm:NSGA-II[J].IEEE Transactions on Evolutionary Computation,2002,(2):182-197.
[42]Sun G,Li G,Gong Z.Multi-objective robust optimization method for drawbead design in sheet metal forming[J].Materials and Design,2010,31(4):1917-1929.
下载提示:
1、如文档侵犯商业秘密、侵犯著作权、侵犯人身权等,请点击“文章版权申述”(推荐),也可以打举报电话:18735597641(电话支持时间:9:00-18:30)。
2、网站文档一经付费(服务费),不意味着购买了该文档的版权,仅供个人/单位学习、研究之用,不得用于商业用途,未经授权,严禁复制、发行、汇编、翻译或者网络传播等,侵权必究。
3、本站所有内容均由合作方或网友投稿,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。如您付费,意味着您自己接受本站规则且自行承担风险,本站不退款、不进行额外附加服务。
原创文章,作者:写文章小能手,如若转载,请注明出处:https://www.447766.cn/chachong/15676.html,