1前言
冰淇淋是由乳制品、蛋制品、甜味剂、稳定剂、乳化剂、香味剂等预处理混合后,经杀菌、均质、老化、凝冻制成,是人们夏季喜爱的清凉消暑食品,有“冷饮之王”的美称[1-3]P。冰淇淋制作料则是指,按照终产品配方进行复配,用于经凝冻制作软冰淇淋或软雪糕等产品的液态、固态或粉状产品,包括软冰淇淋浆料、软雪糕浆料和软冰淇淋预拌粉等[4]P。
中国焙烤制品糖制品工业协会冷冻食品专业委员会统计资料显示,2016年,我国冷冻饮品行业规模以上企业(主营业务收入2000万元)产量331.51万吨,销售收入436.17亿元[5]。数据显示2014年我国全年人均消费冰淇淋2.8升,2016年这个数值上升至了3.8升,专家预计未来10年将有望上升至6升[6]。鉴于冰淇淋的受众如此之广,并且未来市场将极有可能呈现良好的上升趋势,所以保证这类食品的质量安全就显得尤为重要与紧迫。基于此,本人萌生了调查冰淇淋卫生状况的想法。又因为冰淇淋成品的卫生状况与其制作料的卫生状况有着密切的关系,因此同时对二者的进行调查。
本课题样品来自广东省检验检疫技术中心食品实验室微生物部的送检样品,可以保证样品的代表性和随机性。实验方法的确定是根据冰淇淋和制作料的微生物限量标准文献:GB 2759-2015《食品安全国家标准冷冻饮品和制作料》和GB 29921-2013《食品安全国家标准食品中致病菌限量》[7],确定检测项目(菌落总数测定、大肠菌群计数、金黄色葡萄球菌计数、沙门氏菌检验),然后基于GB 4789.2-2016《食品安全国家标准食品微生物学检验菌落总数测定》[8]、GB 4789.3-2016《食品安全国家标准食品微生物学检验大肠菌群计数》[9]第二法、GB 4789.10-2016《食品安全国家标准食品微生物学检验金黄色葡萄球菌检验》[10]第二法、GB 4789.4-2016《食品安全国家标准食品微生物学检验沙门氏菌检验》[11],并听取了指导老师的建议,从而确定了最终的实验方案。实验过程中,每检测完一批样品都详细记录每个实验数据,然后对其进行分析、综合、比较、归纳,从而得出对研究对象的规律性认识。目标是加快有关要求的修订与健全、促使公司规范生产环节、为避免冰淇淋受到微生物污染提供合理依据,促进产业的长久稳定发展。
2冰淇淋和制作料的微生物指标限量
对于冰淇淋和制作料样品,国家标准规定采用三级采样方案。三级采样方案设有n、c、m和M值,按照设定的指标,在n个样品中,允许全部样品中相应微生物指标检测值m值;允许相应得微生物指标检测值在m值和M值之间的样品个数c个;样品的相应微生物指标检测值大于M值是不被允许的[12]。我们可以在限量标准找到对冰淇淋和制作料的菌落总数、大肠菌群和致病菌的的详细规定,具体的微生物指标限量见表1。
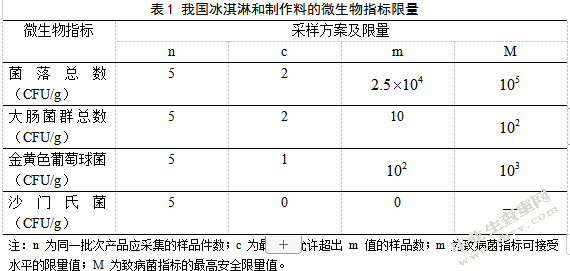

注:n为同一批次产品应采集的样品件数;c为最大可允许超出m值的样品数;m为致病菌指标可接受水平的限量值;M为致病菌指标的最高安全限量值。
3实验方法
3.1细菌总数测定、大肠菌群计数、金黄色葡萄球菌计数
3.1.1制作样品匀液
无菌操作称取25g样品于装有225mL缓冲蛋白胨水(BPW)的无菌均质袋中,用拍打式均质机拍打1min,制成1:10的样品匀液。用1mL无菌吸管从中吸取1:10样品匀液1mL沿管壁慢慢注于装有9mL生理盐水的无菌试管中,用旋涡振荡器振摇均匀,制成1:100样品匀液。按上述操作制作备用的10倍系列稀释样品匀液。每递增稀释一次,换用1次1mL无菌吸管。
3.1.2倾注平皿
准备好无菌平皿(金黄色葡萄球菌的检测需准备好Baird-Parker平板),用记号笔在上面标注好检测项目、样品稀释倍数、日期。用无菌吸管分别吸取1mL样品匀液于无菌平皿中(金黄色葡萄球菌计数:吸取0.5mL稀释倍数为的样品匀液到B-P平板中,随后用无菌涂布棒将样品匀液涂抹均匀。),然后及时将冷却至46℃的平板计数琼脂培养基倾注15~20mL到菌落总数测定平皿中;将15~20mL煮沸融化并冷却至46℃的结晶紫中性红胆盐(VRBA)培养基倾注于大肠菌群计数平皿中。小心振摇旋转平皿,使培养基与样品匀液混合均匀。同时,分别吸取1mL空白稀释液于无菌平皿中,倾注培养基,作为空白对照。(由于绝大多数样品都符合微生物卫生标准,所以,为了节省耗材和实验时间,菌落总数的测定,样品匀液稀释度一般选择和;大肠菌群计数和金黄色葡萄球菌平板计数,样品匀液稀释度一般只选择。如果出现结果菌落数超标的现象,再视情况多做几个稀释度。另外,金黄色葡萄球菌计数国标的方法是,每个稀释度分别吸取1mL样液以0.3mL、0.3mL、0.4mL接种量加入3块B-P平板,出于同样的考虑,实际操作中,只接种0.5mL样液到1块B-P板。)
3.1.3培养
待琼脂凝固后,翻转平板,放到36±1℃培养箱中培养。菌落总数测定平板培养48h±2h,VRBA平板培养18h~24h,B-P平板培养48h±2h。同时,将2.1.1所述的装有1:10样品匀液的均质袋也放到36±1℃培养箱中进行预增菌培养8h~18h,用于后续的沙门氏菌的检测。
3.1.4菌落计数、计算方法、结果报告
总数测试:选择菌落没有蔓延生长,此外数目在30CFU~300CFU范围内,平板计数总数。假如数目低于30CFU的记载详细数值,超过的则记载成多不可计,不同稀释度的菌落数选择两者平均数。
假如只存在单个稀释度平板上的菌落数在合适计数范畴内,统计平板菌落数平均值,之后乘以对照稀释倍数,将其当做每g样品内总数;假如出现两个连续稀释度平板菌落数在合适范畴内,基于下述公式统计:
式中:
N——-样品内菌落数
——-适合范围菌落数的平板菌落数总数
n——-低稀释倍数平板个数
n——-高稀释倍数平板个数
d——–稀释因子(低稀释倍数)
假如全部稀释度的平板上菌落数都超过300CFU,那么需要计算稀释度高的平板的数目,其余记载成无法计数,最终结果记录成平均数乘以最高稀释倍数;假如全部稀释度平板菌落数都低于30CFU,需要依照最低稀释度平均菌落数乘以倍数;假如均为没有发现菌落,此时以低于1乘以最低稀释倍数计算。假如全部菌落数都不在30CFU~300CFU范围内,此时不再上述范围内时,需要使用最靠近上述数值的平均菌落数乘以稀释倍数统计。
结论报告遵照下面标准:①数目少于100CFU时,依照特定要求确定整数报告;②菌落数不小于100CFU时,第三位数字按照相关要求修约之后,取前两位,之后使用0取代位数;使用10的指数方式来代表,依照相关要求修约之后,使用两位数字;③假如全部是蔓延菌落且无法计算,此时报告蔓延;④假如空白部分出现菌落,那么此次结果不具备效力。
大肠菌群计数:选择数目在15CFU~150CFU范围内的平板,全部计数典型以及可疑菌落。最低稀释度平板少于15CFU的记载详细菌落数。从VRBA平板中选择10个多种类型的典型与可疑菌落,少于10个则需要全部选择。均移种在BGLB肉汤管内,放置36℃±1℃培养24h~48h,查看后续状况。只要是上述肉汤管产气,就报告成阳性。通过最终检验是阳性的试管比值乘以计数的平板菌落数,之后乘以稀释倍数,就是每g样品内此细菌群数。假如全部稀释度平板都不存在菌落,就以小于1乘以最低稀释倍数统计。假如空白部分出现菌落,那么本次结果无效。
金黄色葡萄球菌计数:挑选有典型的此菌落且数目在20CFU~200CFU范围的平板,计算具体数目。从上述菌落内最少选择五个可疑的(少于5个则全部选择)开展鉴定测试。主要进行染色镜检,血浆凝固酶测试;此外划线接种到血平板36℃±1℃培养18h~24h后查看具体形态。
假如只存在单个稀释度平板的典型菌落数在20CFU~200CFU范围内,计数此平板典型菌落,按照公式(1)统计。假如最低稀释度的典型菌落数少于20CFU,计数其菌落,按照式(1)统计。假如某稀释度平板的典型菌落数超过200CFU,然而下一稀释度上并未存在典型菌落,计数对应的典型菌落,按照式(1)统计。假如某稀释度平板内典型菌落数超过200CFU,而下一稀释度平板上即便出现菌落。然而不在上述要求范围中,此时需要计数其对应的典型菌落,按照式(1)统计。假如两个接连稀释度其菌落数都在上述要求范围内,按照式(2)统计。
计算公式
式(1):
……………………(1)
式中:
T———样品内金黄色葡萄球菌菌落数;
A———某稀释度典型菌落的总数;
B———某稀释度判定成阳性的菌落数;
C———某稀释度用在实际试验的菌落数;
d———稀释因子。
式(2):
……………………(2)
式中:
T———样品呢你金黄色葡萄球菌菌落数;
———第一稀释度(低稀释倍数)典型菌落总数;
———第一稀释度(低稀释倍数)判定成阳性的菌落数;
———第一稀释度(低稀释倍数)用在实际试验的菌落数;
———第二稀释度(高稀释倍数)典型菌落的总数;
———第二稀释度(高稀释倍数)判定成阳性的菌落数;
———第二稀释度(高稀释倍数)用在实际试验的菌落数;
1.1———统计系数:
d———稀释因子(第一稀释度)。
基于上述公式统计结果可知,报告每g样品内金黄色葡萄球菌数,使用CFU/g代表;;假如T值是0,就以低于1乘以最低稀释倍数报告。
3.2沙门氏菌检测
3.2.1增菌培养
轻轻摇动3.1.3培养后的样品匀液,用无菌吸管吸取1mL,转种于10mLTTB内,放到42℃±1℃培养箱中培养18h~24h。
3.2.2划线分离
分别用直径为3mm的一次性接种环取培养后的3.2.1的增菌液1环,划线接种于一个HE琼脂平板和一个沙门氏菌属显色平板,放到36℃±1℃培养箱培养18h~24h。
3.2.3生化鉴定
若3.2.2所述选择性培养基上有菌落生长,则分别挑取2个以上典型或可疑菌落,穿刺接种于三糖铁琼脂;再接种一个营养琼脂斜面(用于菌种保存和后续的生化鉴定),于36℃±1℃培养18h~24h,必要时可延长至48h。
若三糖铁试验为阳性(斜面产碱,底层产酸,产),则用商品化的沙门氏菌生化鉴定试剂盒作确证生化鉴定。具体操作步骤及结果判定参照生化鉴定试剂盒说明书,过程略。
3.2.4确认结果
根据选择性培养基上菌落生长情况和生化鉴定试剂盒的鉴定结果,报告为:25g样品中检出或未检出沙门氏菌。
4结果与分析
本课题共计检验冰淇淋检测样品37批,冰淇淋制作料检测样品10批,共涉及8种冰淇淋品牌和2种冰淇淋制作料品牌,冰淇淋和制作料品牌无交叉,其中4个为国外品牌,共30批样品,合格率为100%(30/30);6个为国内品牌,共17批样品,合格率为94.11%(16/17)。国内品牌样品合格率与国外品牌样品合格率无统计学差异(p<0.05)。另外,冰淇淋样品合格率为97.30%(36/37),冰淇淋制作料样品合格率为100%(10/10),总体合格率为97.87%(46/47),无两个及以上检测项目同时不合格的样品,检测结果符合预期。
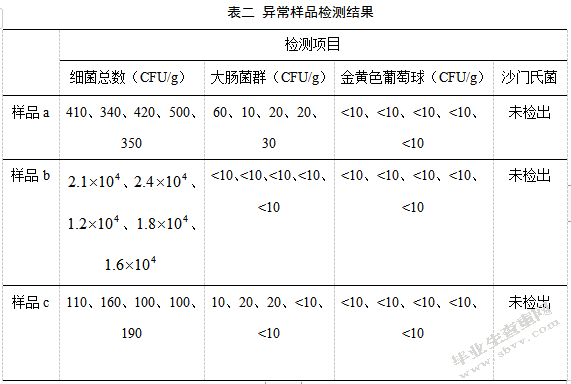
值得一提的是,检测结果异常样品(相对于总体检测结果而言)共计3批次,其中一批为不合格样品(记为样品a);另外两批为合格样品,这两批样品检测结果在本课题检测的样品当中也是比较突出的,其中一批样品(记为样品b)的细菌总数的检测结果比较接近限量标准,五件样品(n=5)的检测结果分别是CFU/g、CFU/g、CFU/g、CFU/g、CFU/g;另一批样品(记为样品c)的大肠菌群的检测结果也很接近限量标准,检测结果分别为10CFU/g、20CFU/g、20CFU/g、<110CFU/g和<110CFU/g,有两件样品的检测结果超过了m值。异常样品的全部检测项目结果见表二。
总体来看,单独看菌落总数这一检测项目,同一批样品的5件样品的最大检测结果小于等于50CFU/g的样品批数为25批次(占比53.19%),实际上这些样品当中,同一批样品的五件样品的检测结果都为<110CFU/g(即接种最低稀释倍数样品匀液的平板均无菌落生长)的样品不在少数,共12批次(占比25.53%);最大检测结果大于50CFU/g小于等于100CFU/g的样品批数为7批次(占比14.89%);最大检测结果大于100CFU/g小于等于500CFU/g的样品批数为14批次(占比29.79%);最大检测结果大于100CFU/g小于等于500CFU/g的样品批数为0批次(占比0%);最大检测结果大于1000CFU/g的样品批数为1批次(占比2.13%)。单独看大肠菌群这一检测项目,除了上述的那一批样品和一批不合格样品,其它样品的检测结果均为<110CFU/g;金黄色葡萄球菌的检测结果均为<110CFU/g;沙门氏菌检出率为0%。
Pederiva Norma B等认为,冰淇淋受葡萄球菌污染通常是冷藏温度不达标造成的[13],而本课题的所有样品均为检出金黄色葡萄球菌超标,甚至品质是明显高于标准的(限量m值为100CFU/g,检测结果均为<10CFU/g),说明目前冰淇淋企业的冷链建设已趋于完善,冰淇淋的生产、运输、储藏均能达到相应的温度要求,有效降低了冰淇淋受到金黄色葡萄球菌的污染。
其中冰淇淋假如遭受沙门氏菌污染,原因通常是采用遭受沙门氏菌污染的原料,比如带有沙门氏菌病原体的鸡蛋(大部分出现在小作坊手工生产的冰淇淋)与牛奶;或者相关生产设施并未依照标准整理杀菌,存在沙门氏菌;也许是生产人员手中或其余部位出现伤口,在制造产品的时候伤口和生产材料以及半成品接触,导致其带有较多病原体,此外不全面的热处理杀菌无法直接消灭病原微生物。但是,本次测试的47批样品都没有查看到沙门氏菌,表示目前冰淇淋制造公司对原料质量掌控相对到位;设设施管理维修部情况较好;工作工人可以做到创口不外露或者有伤口不工作;制造工艺内的热处理可以高效消灭沙门氏菌等细菌,所以可以确保正常出厂的冰淇淋不存在沙门氏菌病原体。
显然,冰淇淋菌落总数与大肠菌群超标是目前需要重视的问题。根据分析,导致上述问题的因素一般是:①制造时期内相关产品被污染,比如制造时所使用的设施、容器、生产平台等清洁整理不达标,和冰淇淋接触的时候造成二次污染;内包装原料不符合标准,或者不整洁,造成包装的时候食品被污染;工作服、鞋靴、头套清理不彻底,没有按照要求进行处理。或者和个人衣服混杂,交叉污染之后,在操作人员进出车间的时候造成环境污染;操作人员进出生产车间没有进行全面的清洁和消毒,和食品接触造成二次污染问题。②内包装出现质量不达标的问题,无法高效隔绝外界环境。③内包装封口不紧密,造成冰淇淋在存储私企被污染。所以,此类生产公司需要从下面多个部分着手,保证产品质量符合标准。此外,样品菌落总数整体合格率超过大肠菌群,也许和国内目前的限量标准中对大肠菌群指标更加严苛有一定的关系。
5总结与建议
从调查结果来看,反映出目前市面上的绝大多数冰淇淋和制作料都符合微生物卫生标准,合格率非常高,消费者可以放心购买食用。然而,偶尔出现的菌落总数和大肠菌群超标问题,提示冰淇淋企业应制定相应的措施以进一步提高其产品的质量安全,XX有关部门仍然不能降低对冰淇淋企业的监管力度。
随着生活水平的提高,越来越多的人患上了与不健康生活方式密切相关的代谢综合症,如肥胖、糖尿病、高血压、高脂血症和动脉粥样硬化等,健康的生活方式逐渐成为现代人的一种追求。为迎合人们日益增长的健康饮食的需求,不少具有战略眼光的企业都推出了很多新型的低脂肪低糖低热量的健康食品,如近几年较为火热的代餐食品。冰淇淋作为高脂肪高糖高热量的食品,显然并不是一种有益于健康的食品。研究表明,过度的脂肪摄入与肥胖率的升高有着密不可分的联系,糖摄入量的增加更是与某些癌症的发病具有强相关性[14]。所以,如果不顺应趋势,仍然保持一成不变的话,冰淇淋注定不会受到热衷于健康生活方式的人们的青睐。
针对调查反映出来的问题和市场形势分析,本文提出以下三点建议:
一、为保证其产品的质量安全,建议冰淇淋生产企业遵守良好生产规范GMP法规和卫生标准程序SSOP,建立并完善HACCP体系,并严格按照该体系的要求进行生产活动。同时加强设备设施的清洁消毒和维护保养,加强对从业人员的卫生意识的培训,并设立专门的监督岗位,防止生产人员带病带伤上岗,及预防不规范操作的发生。
二、为巩固甚至扩大市场,满足人们健康饮食的需要,建议冰淇淋企业研发设计一份新的冰淇淋配方,在保证其良好风味质地与口感的前提下,降低其脂肪含量和含糖量,按照需求添加一些营养保健成分以增加其营养功能,生产出更健康更营养的冰淇淋。
三、为能把我国建设成为食品质量安全大国,保障消费者的健康安全,让消费者买得放心吃得安心,建议XX相关部门加大对冰淇淋企业的监管力度,严厉处罚违法违规企业,增加其违法成本。同时,及时更新标准条款,淘汰落后的检测方法,适时缩紧限量指标,提高产品合格标准,向国际高标准看齐,甚至成为国际的标杆。
早在2016年,我国的冰淇淋产量和销量便已超过X,成为世界冰淇淋第一大国。但是,显然我国目前离世界冰淇淋第一强国还有很长一段路要走,而能否又好又快地走完这段路,就要靠我们广大人民群众、企业家、XX相关人员的共同努力了。
参考文献
[1]周光宏,张兰威,李洪军,等.畜产食品加工学[M].北京:中国农业大学出版社,2007.
[2]凌关庭.食品添加剂手册[M].北京:化学工业出版社,2003.
[3]Clarke C.Ice cream:A complex food colloid[J].Food Sci.Technol.,2006,20:31~33.
[4]GB 2759-2015,食品安全国家标准-冷冻饮品和制作料[S].北京:中国标准出版社,2015.
[5]王光怀.中国冰淇淋业登顶世界第一[N].中国食品报,2017-09-29(002)
[6]刘涛.2017-2023年中国冰淇淋市场深度评估及未来发展趋势预测报告[R].北京:智研咨询集团,2016.
[7]GB 29921-2013,食品安全国家标准-食品中致病菌限量[S].北京:中国标准出版社,2013.
[8]GB 4789.2-2016,食品安全国家标准-食品微生物学检验-菌落总数测定[S].北京:中国标准出版社,2016.
[9]GB 4789.3-2016,食品安全国家标准-食品微生物学检验-大肠菌群计数[S].北京:中国标准出版社,2016.
[10]GB 4789.10-2016,食品安全国家标准-食品微生物学检验-金黄色葡萄球菌检验[S].北京:中国标准出版社,2016.
[11]GB 4789.4-2016,食品安全国家标准-食品微生物学检验-沙门氏菌检验[S].北京:中国标准出版社,2016.
[12]GB 4789.1-2016,食品安全国家标准-食品微生物学检验-总则[S].北京:中国标准出版社,2016.
[13]Pederiva Norma B.Barbini de,Guzmán Ana M.Stefanini de.Isolation and survival of Yersinia enterocolitica in ice cream at different pH values,stored at-18℃[J].Brazilian Journal of Microbiology,2000,31(3).
[14]R.S.Cadena,A.G.Cruz,J.A.F.Faria,and H.M.A.Bolini.Reduced fat and sugar vanilla ice creams:Sensory profiling and external preference mapping[J].American Dairy Science Association,2012,95(10):4842–4850
参考文献的著录均应符合国家有关标准(按GB7714-2005《文后参考文献著录规则》执行)。
下载提示:
1、如文档侵犯商业秘密、侵犯著作权、侵犯人身权等,请点击“文章版权申述”(推荐),也可以打举报电话:18735597641(电话支持时间:9:00-18:30)。
2、网站文档一经付费(服务费),不意味着购买了该文档的版权,仅供个人/单位学习、研究之用,不得用于商业用途,未经授权,严禁复制、发行、汇编、翻译或者网络传播等,侵权必究。
3、本站所有内容均由合作方或网友投稿,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。如您付费,意味着您自己接受本站规则且自行承担风险,本站不退款、不进行额外附加服务。
原创文章,作者:写文章小能手,如若转载,请注明出处:https://www.447766.cn/chachong/12627.html,