1.1有轨电车的发展和现状
1.1.1国内外钢轨的发展和现状
钢轨作为轨道系统的重要组成部分,承担着引导车轮、传递载荷作用【1】。无缝铁路发展方面,由于一开始焊接技术不发达,在上个世纪初没有被广泛使用,直到二十年代出现了电阻焊和气压焊,瑞士在1955年的时候对电阻焊的性能进行优化,使得焊接技术得到了很大的提升,从此以后,便出现了无缝铁路。1960年作用,全世界的无缝铁路线路在4万公里左右,72年达到了20万公里【2】。德国发明电阻焊和气压焊后,也最早开始应用无缝铁路,随后到上世纪48年,法国开始铺设无缝铁路,日本在52年也开始尝试,56年俄罗斯也随后进行铺设。我国无缝铁路发展较晚,上世纪60年代开始使用电弧焊焊接长钢轨,1961年达到了150公里,截止到2014年,总的里程数超过了11万公里,其中高铁占比达13.3%,每个国家使用的焊接技术特点都不一样,其中接触焊在所有调查国家中占比都是最高的,德法英三国另外还广泛应用铝热焊,气压焊已经基本淘汰,只有中国还少量使用。电弧焊则只有日本使用【3】。
张琪等人认为,目前随着铁路技术要求的不断提升,焊接技术有几个发展动向,如研究逆变直流闪光焊接工艺及设备;研发闪光焊与热处理一体机;发展贝氏体钢轨焊接等【4】。高速铁路方面,从1998年开始,我国专门从事铁道研究的部门针对沈客运专线专门拟定了条文,并且不断的进行修正。本世纪初,还专门到欧洲去进行考察和学习,在此基础上提升了我国钢轨制造技术。
在钢轨选型上,日本采用强度为800MPa的钢轨,欧洲采用UIC900A钢轨,即880MPa强度钢轨。在日本,两种新型高强度钢轨钢的性能得到提高。一种类型是头部淬火低合金钢轨钢,它具有完全珠光体微观结构,狭窄的层状间隔和通过细奥氏体晶粒尺寸形成的小珠光体团块尺寸。轨道在测试轨道上表现出色。另一种钢轨是中碳贝氏体钢。预计该轨道在实际的轨道服务中也将表现出色。日本铁路公司也开发了一种新工艺,通过适当的松弛淬火,可使低合金钢轨头硬化【5】。中国有三家生产铁轨的公司:鞍山,攀枝花和包头钢铁公司。近年来,三家公司大幅度延续了铁路生产设施,现在中国铁路生产设备已经赶上了世界铁路生产的高水平。过去在中国已经应用了大量的U71Mn导轨。在二十世纪末,U75V和U76Nb RE导轨的开发目前U75V导轨主要生产,而U71Mn和U76Nb RE导轨产量少得多【6】。
1.1.2有轨电车发展及现状
世界的第一条有轨列车是1888年在X建成的,我过的第一条有轨列车则是在二十年以后于上海建成。1950年,发达国家对汽车的需求呈蓬勃式发展,旧式的有轨电车运行速度慢,效率低,占用了其他车辆通道,为了给车辆提供多多的道路,各个国家都大范围的拆除有轨电车的路线,我国也受到其影响,几乎全部的有轨电车线路都被拆掉了,只剩下东北的长春和大连两个地方的线路没有被拆除掉,上个世纪七八十年代,世界各国迎来地下铁路的建设高峰,大部分发达国家都在这段时间基本完成了地铁网络建设,发展中国家的建设道路却迟迟未起步,尤其是我国。但地铁网络造价昂贵,这时人们重新关注起地面轨道的可能性,重新设计改造有轨电车系统后,直到上世纪末,地铁和轻轨又重新被重视起来。
1.1.3有轨电车选轨
我国少部分的有轨电车建于南方,其他绝大部分都是建于北方,上个世纪末,大连通过埋入式的形式对有轨列车进行改造,钢轨选用U71Mn槽,型钢轨【7】,随后的沈阳、新津等地方都开始进行有轨电车的铺设。
钢轨主要起支承、导向并提供牵引力和制动力的作用。肖虎、贺飞等人根据有轨电车特点,分析了有轨列车使用哪种类型的钢轨,一年以内通过的总质量少于25Mt,现在可以选择的钢轨主要是两大类:第一类是槽型轨;第二类是国铁50kg/m钢轨。为了是绿化的范围更广,同时也为了道路的面积能够得到最有效的利用,因此通常选定槽型轨作为主要选型钢轨,以便得到良好的环境改善效果,这得益于槽型轨轮缘槽的设置;同时在另一方面,铺设槽型轨的轨道可以用于公用轨道系统,让轨道和公路能够在一个面积内使用,既提升了机动车行驶的环境,又使轨道系统变得更加的简单,降低了施工的难度,有利于日常运营。在呈曲线的那一个地方,甚至还能够起到保护的作用,防止车辆在运行的过程中发生脱轨的现象,除此之外,车辆在运行过程中发生的损耗也比较小。槽型钢轨包括51-53R1等。有轨电车路线有很多的小半径曲线,同时还要求与社会车辆混行的条件,个别地段需设计成绿色轨道,同时通过有轨电车荷载及轮轨匹配分析,推荐正线采用59R2、60R2等类似型号槽型钢轨。李京增等人认为槽型轨拥有比较高的高度,同时轨腰较小,左边和右边不对称,不适合使用在闪光焊接上。图1-1为钢轨规格图。


1.3钢轨焊接技术
1.3.1钢轨焊接方法及国内外现状
目前来说,世界上绝大多数发达国家运用的焊接方法主要有四种:第一种焊接技术是气压焊;第二种焊接技术是电弧焊;第三种技术是铝热焊;第四种技术是闪光焊。我国则基本上没有使用电弧焊技术,主要是使用其他三种。
最常使用的焊接技术之一就是闪光焊,它属于对焊技术之一,电阻焊连接对焊,电阻是通过电导的作用来加热,在受热以后,工件就会变形,再加压,于是便焊接在一起。
闪光焊最早在1903年德国开始使用,前苏联将其发展,随后从50年代到70年代,各个发达国家完善了闪光焊的理论,研制闪光焊机,进一步发展了闪光焊技术【10】。同时随着计算机的发展,进一步完善了闪光焊技术,促进了闪光焊机的发展,焊接的设备对闪光焊显得尤为重要,如果焊接设备具有较强的控制能力,闪光焊就能其很大的作用。【11】。如今在一定程度上,闪光焊应用范围体现了国家的焊接水平。我国发展闪光焊是从上世纪80年代左右开始,考察学习发达国家焊机技术,通过二十多年努力,成功自主研制了闪光焊机,铁路新线建设,以及部分铁路换轨大修,都逐步换用移动式闪光焊机。
对于气压焊,早在1936年,匈牙利开始进行相关实验,第二年,X和加拿大就开始广泛应用气压焊焊接技术,到上世纪60年代,世界各国相继在铁路焊接上使用气压焊技术,我国到80年代开始广泛使用,但进入新世纪之后,气压焊相较于其他的焊接技术来说,仍处于较弱的水平,基本不能够满足铁路发展的需要,其中气压焊技术的关键点就是切技术,它基本上直接决定了气焊技术的水平,但是,到目前为止,它的水平依然没有得到提高,还是维持在上世纪80年代水平,在德法的铝热焊工艺广泛引进后,就逐步淘汰了气压焊【12】。
电弧焊在日本有广泛应用,但我国在上世纪60年代经试验后,发现焊接接头质量低,断折率高,因此并未在实际生产中使用。电弧焊主要在厂焊中使用,电弧稳定性受众多因素影响,如焊接电流和电压【13】。
铝热焊焊接方法是由德国斯密特博士发明,最初由于其具备快速修复钢轨能力,在二战期间被大量使用,二战结束后,法国把它运用在QPCJ工艺上,我国上世纪我是年代才开始学习斯密特铝热焊技术,由于接头质量不稳定,直到进入新世纪后,学习QPCJ工艺,改进坩埚和焊接参数,提升了可靠性。在进行高速铁路焊接,如秦沈客运专线时得到使用,接头质量更稳定可靠【14】。目前我国使用的铝热焊技术主要以QPCJ工艺为主。
目前我国三种焊接方法在实际钢轨焊接时,各有优劣。通过闪光焊和气压焊制作的接头具有比较好的韧性,前者制作的接头不容易被磨损,就有比较强的优势,但是它有一个缺点就是焊缝强度不明显,比较容易产生灰斑等缺陷,且技术难度远高于铝热焊【15】。因此铝热焊依然有较大的市场。
1.3.2闪光焊原理
钢轨焊接的方法如下:第一个方法是铝热焊、第二个方法是闪光焊、第三个方法是气压焊、最后一个则是电弧焊,其中,第一个方法和第四个方法属于熔化焊类,熔化焊指试样在不施加压力的情况下,被加热到溶化状态,工件在被冷却以后可以焊接在一起;第二个方法和第三个方法属于压力焊,它是在达到融化状态以前就加以一定的压力,在原子层面上实现结合。
闪光焊是现在钢轨焊接的主要方法。需要被焊接的钢轨底部接触在一起,因为接触面不够平整,电阻也较大,两个钢轨接触的地方导电,产生电阻热,热量可以加热待焊轨缝两侧,达到一定的温度后,端面上凸起的地方会烧化,发生爆破和蒸发的现象,犹如一道闪光。在经过一段时间的高温后,需要焊接的地方的金属接近溶化状态,软化时,施加一定的外加纵向力,即顶锻力,将液态金属微粒挤出,端面在挤压下产生塑性变形,生成焊瘤,焊缝产生共同晶粒,得到致密的热锻组织,对接接头完成。下图为基本原理图:
图1-2中:1——焊件;
2——夹钳电极;
3—阻焊变压器;
Fc——夹紧力;
Fu——顶锻力;
Vf——闪光速度。
形成的闪光作用如下:
(1)可以对焊件进行加热,焊件受热达到一定程度时,会想对面断面喷射液态金属,然后传递热量,加热焊件。
(2)可以将端面上凹凸不平的地方烧掉。也因此能降低焊前对端面的打磨要求,用手提砂轮粗打磨即可达标。
(3)形成保护气氛。液态金属喷射时,可以产生高压力,形成金属蒸汽,及一氧化碳和二氧化碳气体,可以降低焊缝处气体杂质的氧化能力。
(4)结束闪光后,钢轨断面会覆盖一层液态金属层,施加顶锻力挤压液态金属时,可同时消去表面的氧化物、过热金属。
若想获得优质的闪光焊接头,需要加速烧化,以保证闪光过程中闪光不被中断,保持导电加热稳定,有良好的保护气氛,避免焊件端面被空气氧化。同时焊接接头加热到足够的温度并保持适当温度梯度,钢轨端面能产生足够均匀的塑性变形区。
闪光焊在应用的过程中,我们可以根据闪光的特点对其进行分类:第一种闪光焊是连续闪光焊;第二种闪光焊是脉动闪光焊;第三种闪光焊是预热闪光焊。丁伟等专家不断的测试U75V型的钢轨,分析研究了连续和脉动闪光焊工艺的特点【16】。主要通过录电压、电流、位移和力这四个主要焊接参数与时间的关系来了解闪光焊过程。图1-3中显示的是连续闪光焊参数曲线,焊接电流在焊接过程中一直连续,同时电流值较小,所以它的负载不能够过大,可是,在对高碳钢轨进行焊接的时候,对其加热的效率要求比较高,连续闪光焊不符合其要求,因为它的加热效率低且焊接时间长,产生电阻热小,导致加热宽度较窄,因此不设用。
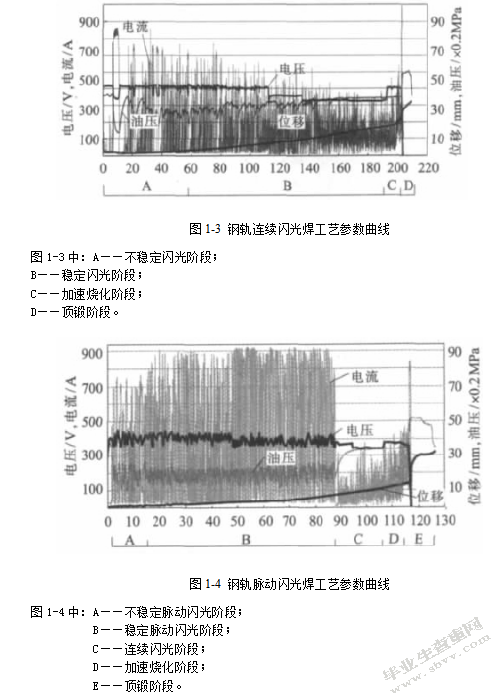
图1-3中:A——不稳定闪光阶段;
B——稳定闪光阶段;
C——加速烧化阶段;
D——顶锻阶段。
图1-4为脉动闪光韩的参数曲线图,可分为五个阶段。相比于连续闪光焊,从图1-4中可看出脉动闪光焊具备较大的电流,焊接时加热端面的效率更高,花费时间更短,但同时也会使变压器负载变大。
图1-4钢轨脉动闪光焊工艺参数曲线
图1-4中:A——不稳定脉动闪光阶段;
B——稳定脉动闪光阶段;
C——连续闪光阶段;
D——加速烧化阶段;
E——顶锻阶段。
在研究比较连续和脉动闪光焊工艺的优劣时,汪德宇等人认为连续闪光焊更优【17】,在其文献中认为连续闪光焊电流较小,可降低电弧坑(即火口)的出现概率,从而降低灰斑缺陷的出现概率,且可在加热工件端面时使得端面受热更均匀。张建新等人认为在减少灰斑概率,以及在落锤试验上提升抗断裂能力方面,脉动闪光焊工艺更优【18】。王新年等人认为相比于连续闪光焊,脉动闪光焊的加热效率更优,在实际焊接生产中更能提高效率【19】。丁韦等人分析认为,火口大小的形成更多是与焊接的加速闪光阶段有密切关系,在这个阶段,连续和脉动两种工艺在电流方面是没什么差别的,而是否可以降低灰斑出现概率、提高焊接效率、增强抗断裂能力,文献中并没有相关详细的解释【16】。当然除了灰斑,闪光焊还有其他缺陷,王莹莹等专家认真分析了闪光焊接头轨底,比如它存在哪些缺点。
1.3.3气压焊原理
使用气压焊技术来焊接钢轨时,第一件要做的事就是要固定好需要焊接的钢轨;第二件事就是要对其进行加热,这里使用到的加热材料有两点:氧气和乙炔,这样做可以融化钢轨的接头,或者是使他们的状态达到塑性状态,此时氧气必须要达到99.5%的纯度,乙炔的纯度也要达到98%。氧气和乙炔都属于易燃易爆物品,所有必须要把他们放在没有火源和热源的安全环境。目前最常用的气压焊设备当属移动式气压焊机,因为移动式气压焊机操作起来比较方便,运用的范围也比较广,但是基本上都是人工对轨,所以工作也会受到或多或少的影响,目前有一种可以通过数字进行控制的气焊焊接技术,可控制气压焊时的热输入量,以及顶锻量、顶锻力和顶锻速度等,可以显著提高接头质量。
气压焊方法目前了解,可以分为两种:第一种是闭式,第二种是分开式。前者是属于塑性气压焊,它的温度不会达到融化点;后者属于熔态气压焊,它是不断加热到其呈融化状态。这两者都是通过氧气和乙炔作为热源加热工件,开式气压焊在加热前要先在两个待焊工件间插入专门的工具,闭式不需要。加热完成后,施加顶锻力压紧工件,使其对接。目前了解到闭式气压焊的焊接质量相比于开式更优,更多的在钢轨焊接上应用。
上文提到,气压焊正面临逐渐淘汰的困境,其中一大原因就是缺乏全自动焊接过程,焊接质量取决于操作者的技术和经验。李萍和于国英就智能移动式气压焊设备进行了研究,得到一定的改进和突破【23】。但还没广泛使用,目前由于接头质量受人工影响,气压焊只能够作为闪光焊的辅助,比如焊接接头的时候。移动式气压焊设备示意图如下:

闭式气压焊分三步,第一步是进行表面处理,在处理表面的时候,首先要对焊接点进行清理工作,要保证焊接部位之间没有污渍,除此之外,要保证粗糙度和垂直度,如果发现粗糙度没有达标,就应该对其进行打磨处理。表面处理会很大程度上影响到焊接质量,因此要仔细执行。
第二步是加热,在进行完表面处理后,将焊接工件固定在气压焊机上进行对正,然后使用焊枪加热端面和附件,使用的气体为氧气和乙炔,或者氧气和丙烷,前者组合火焰的强度大,温度高;后者加热范围更宽,但强度较低。加热时为了顶锻时能发生一定程度的塑性变形,要焊接沿着工件轴向进行往复运动,同时保持火焰稳定,焊接区的加热要均匀,加热温度至1200°C左右。
加热到上述温度后,就可以开始加压,也就是顶锻。加压方法根据施加压力情况也可分几种,压力保持恒定基本不变,直到达到一定的顶锻量完成焊接为止的方法叫定压顶锻法。有些是根据焊接工件的区别,设计不同的工艺参数和压力参数,有二段顶锻法和三段顶锻法。加压目的是使焊接工件端部产生塑性变形,从而有利于改善和增大焊接结合面积;使工件端面上的氧化膜被破坏;焊后可以切除与工件轴线垂直的方向产生的隆起变形部分。
如果这三步操作不当,会导致产生缺陷。如果在处理表面的时候没有处理的很干净,使得后续处理会产生光斑;加热时火焰不正常,加热器没摆正,加热时间过短,可能产生过烧;加压时顶锻力不足,顶锻量过小,顶锻过早。这些情况都可能导致产生缺陷【24】。
1.3.4铝热焊原理
铝热焊焊接技术也称铸焊,因其操作过程与铸造过程一样。铝热焊根据铝热反应得来,属于氧化还原反应,即铝粉和氧化铁反应,生成氧化铝加铁,同时释放大量热能。铝热焊应化学式为:
3FeO+2Al=3Fe+Al2O3+833.9kJ(式1-1)
Fe2O3+2Al=Al2O3+2Fe+828.9kJ(式1-2)
3Fe3O4+8Al=4Al2O3+9Fe+3232.4kJ(式1-3)
这种焊接方法对于连接不同金属时特别有效,如铜和钢焊接电气接头,如果焊接过程最佳,则成形焊缝具有良好的机械强度和优异的耐腐蚀性。当受到重复的短路脉冲时,它也非常稳定,并且在整个安装期间不会增加电阻【26】。
钢轨铝热焊原理是:将两根待焊钢轨完成对轨,然后点燃助焊剂,在高温的条件下,铝热会发生反应,然后释放巨大的热量,铁融化了以后就形成了钢水,钢水再和添加物反应沉入锅底。最后通过砂模浇注系统,将待焊轨缝两侧端面部分熔化,钢液冷却后将两焊轨连成整体【27】。通过改变焊剂中的成分可以改变焊缝金属的成分。钢轨铝热焊接示意图如下。
1—焊剂2—砂型3—钢轨4—钢水
5—坩埚6—坩埚盖7—熔渣
相比于闪光焊和气压焊,铝热焊明显工艺需求更简单,不需要使用精密机器,焊接成本低廉;反应所需热源为化学反应产生,不用外加电源热源,所以适合在野外进行焊接。在铝热焊接过程中,预热温度决定了焊缝质量,处理不当会导致热影响区力学性能达不到要求;焊剂是最重要的技术,各国都有相关专利保护,我国随着钢轨种类的增加,焊剂的类型也不断增加,对于U75V钢轨,适合使用300HB硬度级别的焊剂。
铝热焊工艺由于缺乏热处理工艺步骤,焊缝力学性能在很多方面比不上闪光焊,这也是如今较少使用铝热焊的原因。目前,在大秦线75kg/mPD2全长淬火钢轨焊接中,使用了铝热焊接头整体淬火、轨顶局部淬火,以及自热回火热处理的新工艺技术【28】,其接头力学性能达到了要求。显示出铝热焊技术依然有继续提升的空间。
1.4铝热焊的缺陷
铝热焊的缺点是气孔很大;容易有渣滓的产生;加热的时候加热过度;容易产生疏松的情况;焊接的时候没有充分的焊接好。
气孔是铝热焊比较明显的缺点之一,为什么在焊接的时候会产生气孔呢?最主要的原因是在焊接凝固的过程中有气体产生,它最容易出现在浇注位置上面,它的形状呈球形,在肉眼观察下是光滑的,尺寸根据形成原因变动,不规律。一般按照部位可分为内部气孔和皮下气孔两种,内部气孔一般只有在机加工后才能显示出来,有些皮下气孔通过喷砂后,或者机加工除去表面硬皮,才能发现。气孔产生原因有多种,一般为焊剂和坩埚、砂模发生受潮现象,或焊剂质量存在问题。
为什么会痴线夹渣夹砂的情况呢?最主要的原因是在清理的时候没有清理干净,导致钢液中参杂这杂物。过烧通常是受到不均匀温度的影响而产生的,过烧现象会带来熔融现象。热裂是由于焊接接头的问题没有降下来就被暴露在空气中,快速的降温可以引起裂纹。未焊透也和预热过程有关,焊轨预热温度低,或预热后等待时间过长,温度降低导致,焊剂成分出现问题也可能导致未焊透。缩孔与预热有关,预热时间过长,局部高温过热,导致体积收缩就会形成缩孔【29】。由此可见铝热焊工艺中,预热过程相当关键。
1.5选题背景及意义
中国无疑是非常重视铁路的,而随着铁路事业的发展,也对轨道提出更高的要求,铝热焊在国内外都有很长的发展历史,设备的成本较低,操作起来也比较容易,不容易受到外界的干扰,槽型轨使用了新型的设计,它主要用于有轨电车系统中,此种钢轨拥有不对称结构,形状较为复杂,目前国内在槽型轨焊接方法上比较偏好于使用铝热焊或者是闪光焊,而一般的铁路就比较偏好于使用闪光焊,因为它的接头性能都要优于铝热焊,而对于有轨电车所使用的槽型轨,也是以闪光焊居多,选题目的是可以做一个对闪光焊和铝热焊的性能研究【31】,出于此原因,对钢轨如60R2槽型轨的铝热焊和闪光焊方法进行工艺设计和性能研究,以铝热焊为主要研究对象,闪光焊做对比,进行相关文献的收集和阅读。
参考文献
[1]周清跃,张银花,刘丰收,田常海,陈朝阳,李闯.高速铁路钢轨技术发展历程回顾[J].中国铁路,2018(03):1-8.
[2]袁岳淦.钢轨焊接技术及铝热焊工艺优化研究[D].西南交通大学,2015.
[3]戴虹,吕其兵,骆德阳,谭克利.高速轨道焊接技术与装备的发展(一)[J].电焊机,2003(06):4-6.
[4]张琪,李力,宋宏图,丁韦.无缝线路钢轨焊接技术发展现状及趋势[J].热加工工艺,2017,46(03):10-12.
[5]H.Masumoto,K.Sugino and H Hayashida,“Development of Anti-Shelling High Strength Rails in Japan,”Proc.Heavy Haul Railways Conference,Paper H1,(1978).
[6]Peter Langenberg.Recent Developments of Modern Rail Steels[A].中国金属学会.Proceedings of the Joint International Conference of HSLA Steels 2005 and ISUGS 2005[C].中国金属学会,2005:7.
[7]胥燕军,林红松,王健,颜华.现代有轨电车轨道结构综述[J].铁道标准设计,2014,58(07):58-62.
[8]肖虎,贺飞,朱冠宙.现代有轨电车轨道选型分析[J].技术与市场,2016,23(03):38-39+41.
[9]李京增,李金华,李力,丁韦.苏州现代有轨电车槽型钢轨移动闪光焊接质量控制[J].铁道建筑,2015(05):147-150+157.
[10]冯秋元,李廷举,丁志敏,金俊泽.闪光对焊技术研究现状及发展趋势[J].材料科学与工艺,2008(01):49-53.
[11]王治平,王克争,何方殿.闪光焊工艺与设备的发展[J].焊接学报,2000(03):93-96+1.
[12]高文会.钢轨气压焊接技术的现状与发展[A].铁道科学技术新进展——铁道科学研究院五十五周年论文集[C],2005:5.
[13]Marjan Suban,Janez Tušek.Methods for the determination of arc stability[J].Journal of Materials Processing Tech.,2003,143.
[14]崔成林,高松福,迟俊杰,王宝秀,裘德海.国内外钢轨铝热焊接技术研究现状和发展[J].铁道建筑,2009(06):96-100.
[15]刘东.高速铁路无缝线路钢轨焊接技术研究[J].中国高新技术企业,2011(18):22-23.
[16]丁韦,宋宏图,骆德阳,刘艳红.U75V钢轨闪光焊工艺研究[J].热加工工艺,2010,39(09):135-137.
[17]汪德宇,杨来顺,韩淑琳,等.50 kg/m钢轨连续闪光焊工艺研究[R].铁道部科学研究院,1992.
[18]张建新,郭俊文.钢轨接触焊灰斑的生成及减少方法[J].铁道建筑,2005,(8):39-40.
[19]王新年,戴虹,吕其兵.钢轨高效化闪光焊技术[J].电焊机,2005,35(5):50-54.
[20]王莹莹,李力,高振坤,丁韦,李金华.钢轨固定闪光焊接头轨底缺陷分析[J].铁道建筑,2017,57(12):106-108.
[21]韩洪江.无缝线路钢轨的连接与焊接技术研究[D].吉林大学,2012.
[22]戴虹,吴细水.钢轨现代焊接技术装备综述[J].铁道建筑,2005(08):10-12.
[23]李萍,于国英.智能型移动式钢轨气压焊设备的研究[J].铁道标准设计,2009(04):122-125.
[24]冯如林.钢轨气压焊焊接缺陷分析[J].铁道技术监督,2004(03):15-16.
[25]陈威,孙长青,李运良,马向平,钱磊.铝热焊接新工具研制和应用[J].新技术新工艺,2005(05):48-50.
[26]Marjan Suban,Simon Bozic,Andrej Zajec,Robert Cvelbar,Borut Bundara.Crack analysis in thermite welding of cathodic protection[J].Nuclear Engineering and Design,2012,246.
[27]黄小晨.钢轨铝热加压焊新方法新工艺研究[D].西南交通大学,2014.
[28]Application of heat treatment technology for thermit welds at Da-qin railway[J].China Welding,1996(01):37-42.
[29]卢庆华,徐培全,于治水,陈立功.钢轨焊接技术及质量控制[J].焊接技术,2010,39(01):66-68.
[30]刘多伟.浅谈铝热焊焊接钢轨技术[J].山西建筑,2005(12):128-139.
[31]李京增,胡玉堂,田甜,李金华.槽型钢轨闪光焊接头与铝热焊接头的性能试验研究[J].铁道建筑,2013(06):144-146.
[32]槽型轨铝热焊接质量标准
[33]槽型轨闪光焊接质量标准
[34]李力.钢轨铝热焊研究的应用与发展[A]..铁道科学技术新进展——铁道科学研究院五十五周年论文集[C].:,2005:5.
[35]杜志光.U75钒钢轨固定式闪光焊接接头组织及性能研究[D].北京交通大学,2016.
下载提示:
1、如文档侵犯商业秘密、侵犯著作权、侵犯人身权等,请点击“文章版权申述”(推荐),也可以打举报电话:18735597641(电话支持时间:9:00-18:30)。
2、网站文档一经付费(服务费),不意味着购买了该文档的版权,仅供个人/单位学习、研究之用,不得用于商业用途,未经授权,严禁复制、发行、汇编、翻译或者网络传播等,侵权必究。
3、本站所有内容均由合作方或网友投稿,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。如您付费,意味着您自己接受本站规则且自行承担风险,本站不退款、不进行额外附加服务。
原创文章,作者:写文章小能手,如若转载,请注明出处:https://www.447766.cn/chachong/12986.html,