1 前言
1.1 高炉喷煤技术背景
高炉喷煤技术始于1840年S.M.Banks关于喷吹焦炭和无烟煤的设想;世界最早的工业应用即是根据这一设想于1840~1845年间在法国博洛涅附近的马恩省炼铁厂实现的。但此后的一百多年,发展却相对缓慢,基本无进展;直至20世纪60年代初,欧洲、中国、X的一些工厂才陆续开始在高炉上试验喷煤。
7O年代末,第二次石油危机的出现,加快了高炉喷煤技术的研究和发展,特别是欧洲和日本更是在实际应用上取得了重大突破。到90年代初,欧洲和日本已有小部分高炉月均吨铁喷煤超过了200kg大关,如:1991年l0月英国钢铁公司斯肯索普工厂维多利亚女王号高炉201kg(粒煤),1992年11月德国蒂森公司施韦尔根1号高炉200.6kg,1992年11月荷兰霍戈文公司艾莫依登厂6号高炉205kg,1993年11月日本新日铁君津厂3号高炉200kg、1994年l0月NKK公司福山厂4号高炉218kg等指标均已是当时的世界一流水平。
1.2高炉喷煤的意义
高炉喷煤对现在高炉炼铁技术来说是一项重要的技术革命。所谓高炉喷煤,就是指从高炉风口向炉内直接喷吹磨细了的煤粉(无烟煤、烟煤或两者的混合煤粉以及褐煤),以代替焦炭向高炉提供热量和还原剂。它的意义在于:
1.以低价的煤代替了日趋贫乏且价格昂贵的冶金焦,降低了焦化,使高炉炼铁的成本大幅下降。
2.高炉喷煤可以作为一种调剂炉况的手段。
3.高炉喷煤可以改善炉缸工作状态,是高炉稳定顺行。
4.为高炉提高风温和富氧鼓风创造条件。
因为喷吹煤粉会使风口前理论燃烧温度降低,导致理论燃烧温度降低的主要原因有:
1) 高炉喷吹煤粉后煤气量增加,加热煤气需要消耗热量;
2) 喷吹煤粉带入的热量少,而焦炭进入风口区时已被充分加热,温度高达1450~1500℃,而喷吹的煤粉温度不超过100℃;
3) 煤粉中的碳氢化合物分解需要热量。
5.喷吹煤粉中的氢含量比焦炭带入的多,氢气提高了煤气的还原能力和穿透扩散能力,有利于矿石的还原和高炉操作指标的改善。
6.喷吹煤粉代替了部分焦炭,不仅缓解了焦煤的供需紧张状况,也减少了对炼焦设施的投资和建设,更降低了炼焦生产对环境的污染。
1.3高炉喷煤基本流程
根据制粉装置到高炉距离的远近、煤粉仓,喷吹罐安放位置的差异、喷吹管路的粗细、喷吹压力的高低、输送浓度的大小以及喷枪形式的不同,可以有直接喷吹、间接喷吹;串罐喷吹、并罐喷吹;总管喷吹、多支管喷吹;高压喷吹、常压喷吹;浓相喷吹、稀相喷吹和氧煤枪喷吹、常规枪喷吹等各种形式的喷吹。不同的设备结构和组合可以产生以下几种较成熟的工业性生产流程。
1.德国KvTTNER流程
煤粉罐、中间罐、喷吹罐三罐串接→流化小罐→喷吹支管→喷枪;支管上装有流量计和二次风入口,安装位置前者靠近喷吹罐出口,后者靠近高炉。近十多年来,KvTTNER公司又推出了一种新流程:煤粉仓→并列喷吹罐→流化小罐→总管一分配器一支管一氧煤喷枪,并得到了更多的推广。新流程为双罐、双总管和双分配器形式,仍然使用氮气加压、流化,采用浓相输送。
上钢一厂2500m3高炉喷煤选用的即是KvTTNER新流程,但是未用氧煤喷枪。此外,重钢高炉喷煤也选用了KvTTNER新流程(常规喷枪),所不同的是该厂3、4、5号三座高炉共用一套喷吹装置,这套装置已于2001年11月投产,运行正常。
2. X阿姆科(ARMCO)流程
煤粉仓→并列喷吹罐→总管→分配器→支管→常规喷枪。与新KuTrNER流程不同的是ARMCO流程使用3个喷吹罐,一根总管、一个分配器;总管既变径,局部还要变形,为确保足够的分配精度,分配器必须置于高炉炉顶,所有支管也必须等径、等长、等形状。加压、流化使用氮气,因为是稀相输送,所以还需添加压缩空气。宝钢1高炉喷煤即属阿姆科流程。
3.日本住友流程
煤粉仓→并列喷吹罐→旋转给料器→喷吹小罐→总管→第一分配器→第二分配器→支管→喷枪。住友流程总管上装有压差式流量计与旋转给料器共同调节喷煤总量,控制和设备组成均较复杂,和歌山4、5高炉喷煤即为这种流程。
4.日本川崎流程
煤粉罐、中间罐、喷吹罐三罐串接→多支管→喷枪;喷吹罐上出料,底部设有搅拌器并在支管出口处接人二次风(压缩空气)稀释。宝钢2高炉喷煤即属川崎流程。
5.卢森堡Paul Wurth流程
历史上PW公司与KvTTNER公司曾有过一段较长时间的合作,因此无论新流程还是老流程,两家的差异都不大,基本上大同小异,仅在个别设备的选用上有出入。如老流程中PW用旋转给料器代替了KvTTNER的流化小罐;新流程中用声纳管代替了阻损管、用流化喷嘴代替了流化罐、增设泄压气回收装置等。武钢4、5号高炉喷煤选用的即是PW流程,已于2002年投产。
6.混合型流程
煤粉罐、中间罐、喷吹罐三罐串接→总管→分配器→支管→喷枪;这是在上述多支管流程基础之上的一种改良流程。也可以称作混合流程。宝钢3号高炉喷煤用的即是该种流程。
7.英钢联粒煤喷吹流程
煤粉仓、中间罐、喷煤泵三罐串接→总管→分配器→支管→喷枪;主要特点是用喷煤泵代替了传统的喷吹罐,中间罐与喷煤泵之间使用圆顶阀联接,同样条件下,喷煤泵工作压力通常小于传统喷吹罐工作压力,喷煤泵出口设有由变频电机驱动的旋转给料阀。
斯肯索普安娜女王号高炉及克里夫兰4号高炉采用的即是典型的粒煤喷吹流程;其中,克里夫兰4号高炉的设计喷煤比竞高达匪夷所思的400kg/t,是迄今为止煤比最高的设计。
以上各流程均有吨铁喷吹200kg的能力和生产实绩,但无论是浓相或稀相,无论使用氧煤喷枪与否,抑或喷吹粉煤粒煤,近十年来新建喷煤装置采用较多的流程当属并罐、总管加分配器流程。
1.4喷吹技术的发展
本世纪60年代高炉喷煤技术开始发展和应用,至8O年代得到广泛应用。最近10年,世界高炉喷煤技术发展很快,普及率、喷吹量、计量及自动控制水平在不断提高,喷吹技术也有创新,主要表现在以下几个方面。
1.4.1富氧大喷煤量技术
高炉鼓风中含氧每增加1%,可增产3%,可多喷煤8~lOkg/t。原苏联是世界上富氧率最高的国家,鼓风中含氧一般在3O%左右。西欧、日本由于钢铁限产,鼓风含氧一般只有22%~23%(有的高炉不富氧鼓风)。我国鞍钢2号高炉在“七五”期间进行富氧大喷煤量试验,鼓风含氧由21%增至28.59%,喷煤量由73 kg/t提高到170kg/t,取得了利用系数2.4t/m3·d、焦比428 kg/t的好成绩。
高炉富氧大喷煤量操作与常规的富氧鼓风不同,是用煤氧喷枪提高煤粉燃烧区局部氧气浓度,以促进煤粉在风口区的燃烧和气化。国内外理论和实践都证明在相同富氧量条件下,采用高炉直吹管及风口区局部富氧的方式出提高整个鼓风含氧量更合理。富氧大喷畋是投资少、增铁节焦有效且简单易行的措施,已成为当今世界炼铁技术发展的趋势。
1.4.2利用等离子大量喷吹煤粉
比利时和法国等国的炼铁工作者正在研究和开发等离子加热器促进煤粉燃烧的技术,以提高喷煤数量。
1.4.3复合喷吹技术
利用高炉喷煤设施开发复合喷吹技术,除喷吹煤粉外,可根据高炉冶炼的需要同时喷吹铁矿粉或熔剂。
如日本住友金属工业公司利用停炉的和歌山3号高炉,在一个风口进行了超复合鼓风法的试验。从风口同时大量喷吹煤粉(200kg/t)和矿粉(200 kg/t),在煤粉的燃烧性、矿粉的熔融还原性方面得到了有益的经验。
日本川崎钢铁公司开发了多功能喷煤装置。除喷吹煤粉外,还可喷吹矿粉和石灰粉。该装置已应用于千叶厂5号、水岛厂4号高炉上,效果良好。
1.4.4粒煤喷吹技术
英国钢铁公司的斯肯索普厂、雷文斯克雷格厂首先采用粒煤喷吹技术并获成功。斯肯索普厂喷吹的粒煤粒度95%虽小于2 mm,但只有10%~3O%小于74μm, 其三座高炉通常喷煤量为150kg/t。在1991年1O月到1992年2月进行的l8周试验期间,维多利亚女王号高炉平均喷煤量为196 kg/t,最后4周的平均喷煤量达207 kg/t,焦比降至289kg/t,达到世界领先水平。
原西德的克勒克纳钢铁公司,瑞典的律勒欧钢铁厂、德国的洛尔丰特钢铁厂的高炉也相继采用了粒煤喷吹技术,X伯利恒钢铁公司也正在伯恩斯港厂C、D两座高炉上安装粒煤制备和喷吹系统。
1.5我国喷煤喷吹技术
1.5.1我国喷煤喷吹技术现状
高炉应用喷煤技术始于6O年代,进入9O年代后,西欧、X和日本的一批焦炉开始老化,由于焦煤资源日益短缺,加上环保及投资等原因,很难新建和改造焦炉,必须大幅度降低焦炭消耗。因此,喷煤成为弥补焦炭缺口的有效措施,并成为高炉技术发展的必然趋势。
目前,这些国家的高炉喷煤已较普遍,喷煤量和用氧量不断提高,喷煤工艺与配套技术日臻完善。日本、西欧国家约2/3的高炉喷煤,一些高炉的平均喷煤量已达140~l8O千克/吨铁,日本钢管公司福山厂4号高炉自l994年10月创造和保持了218千克/吨铁的喷煤记录。英国、意大利、荷兰在联营公司的支持下,准备投资600万英镑,在一座炉缸直径为6米的高炉上进行富氧喷煤炼铁试验,其目标喷煤量为300~400千克/吨铁,国外大喷煤量高炉用氧量达到40~70m3/吨铁,喷吹的煤种已向烟煤或烟煤加无烟煤发展。
我国由于优质炼焦煤资源和运输供应日益紧张,冶金企业近1/3的焦炉接近老化,优质焦炭的生产供应已成为钢铁工业发展的限制的限制之一。但我国非炼焦煤资源丰富,并且分布较广,用这些煤部分替代焦炭已成为保证钢铁工业发展的必要措施和炼铁系统结构优化的中心环节。高炉大量喷煤粉可以大幅度降低成本和消耗,利于提高钢铁产品的竞争力。
我国现在1000m3以上的高炉有38座,若喷煤量增加到100千克/吨铁,就可节约焦炭130万吨,生铁成本降低约4元/吨,年经济效益为1.24亿元,喷煤时富氧量增加1%,可增产铁3~5%。发展煤氧强化炼铁工艺可以改造现有高炉,从而少建新高炉、新焦炉,节约大量投资,还有利于环保。因此,发展和采用高炉氧煤强化炼铁新工艺意义十分重大。
1.5.2我国高炉喷煤技术的进步
我国是世界上高炉采用喷煤技术较早的国家之一,近年来冶金部大力推动喷煤技术的发展和应用,取得了重大效果。全国喷煤量从l990年的218万吨,到1995年将近翻一番,1996年计划达到450万吨。喷煤比也持续上升,重点企业平均喷煤比大于60千克/吨铁。目前,重点企业有喷煤装置的高炉已占全部高炉的90%。从l990年到l993年,喷煤代替的焦炭可多生产铁160万吨,少建焦炉节约投资约l0亿多元,我国的喷煤工艺技术也有很大提高。1995年在鞍钢3号高炉所进行的工业试验连续个月喷煤量达到203千克/吨铁,成为世界上高喷煤量连续操作时间最长的高炉。焦比降到367千克/吨铁,利用系数达到2.185吨/天·立方米,各项技术经济指标良好,达到了国际先进水平。这标志着我国已掌握了高炉富氧喷煤时高炉操作调剂、喷吹设备和相关条件等全套技术,使我国氧煤炼铁技术总体水平有很大提高。开发的新工艺如烟煤喷吹工艺、喷吹系统新流程、制粉系统新流程、高浓度输送、分配、检测和控制新技术都达到很高水平,高炉氧枪及安全技术、高炉的一些特殊检测设备、氧煤燃烧等一些应用理论研究已跃居世界领先水平。喷煤技术还给包钢复合矿的强化冶炼提供了新途径,高炉利用系数由原来的1.472提高到近1.7,“八五”前,我国高炉仅能喷吹无烟煤,现在鞍钢、宝钢、酒钢、唐钢、苏钢、石家庄钢铁厂都可喷烟煤,烟煤喷吹安全技术也在实际中得到应用。可以说我国高炉喷吹烟煤的关键技术已经过关。
高炉氧煤强化炼铁新工艺的推广应用不仅给钢铁企业带来很大的经济效益,还促进了钢铁工业的结构优化,很好地引导了基建和技术改造的投资。
1.5.3我国高炉喷煤存在的问题
尽管我国高炉喷煤技术有了长足的进步和发展,但还存在下列问题:
1)喷煤量增长速度不能满足要求
统计表明,从l990年到l994年问平均年增喷煤量28万吨,年增喷煤总量最多的1995年达到55万吨。据预测,“九五”末期我国高炉喷煤量将努力争取达到l000万吨,需要年均增加100万吨以上,显然,目前的增长速度不能满足要求,需要大力普及,加快发展。
2)喷煤整体水平较低
因为我国绝大部分高炉喷煤设备是在70~80年代建设的,工艺流程已经落后,设备陈旧,仅鞍钢等少数企业对喷煤系统进行了现代化改造。虽然近年一些新建的现代化高炉新建了喷煤设备,但大多数却依然采用老流程 这些老流程存在下列共性问题:
制粉设备陈旧、不配套,制约了制粉能力,限制了喷煤量的增加;热风炉风温普遍呈下降趋势,在这种条件下要扩大喷煤量是困难的,甚至是不可能的。改造热风炉提高风温迫在眉捷;喷煤量要提高到120千克/吨铁上,富氧是必不可少的工艺条件。但我国高炉尚无专用氧气机,使用炼钢亲氧常常得不到保证,致使喷煤量不可能达到150~200千克/吨铁;原燃精条件差,不利于改善料往透气性,从而阻碍喷煤量的增加。
统计表明,生铁产量约占5%的重点钢铁企业喷煤量占全国喷煤总量的80%,其余为生铁产量约占27%的地方骨干企业的喷煤量;从喷煤设施的建设来看,18家重点企业中还有1家没有喷煤设备,36家地方骨干企业中有15家没有喷煤设备,地县乡镇企业的高炉,全无喷煤设备。可见,高炉喷煤普及不够。
1.5.4我国高炉发展前景
1.喷煤目标
综合考虑焦炭平衡能力、原燃料质量、高怕设备状况以及其它条件,我国高炉喷煤技术将形成分层次发展的格局。在“九五”末期,我国重点企业和地方骨干企业基本上都要喷煤,多数高炉在不富氧条件下喷煤80~100千克/吨铁,在富氧2~4%时喷谋量达到150千克/吨铁,有条件的企业,可进一步提高富氧率,喷煤量达到150~200千克/吨铁,少数大型高炉吨铁喷煤量将超过200千克。
2.超高喷煤量吨铁250千克工业试验
目前,西欧、日本的一些高炉实现了200千克/吨铁的目标后,正在向350千克/吨铁的目标努力;我国天津铁厂也将于1996年进行250千克/吨铁的超高喷煤量工业试验。目前,各项技术准备工作正在按计划进行。
3.喷煤设备的现代化改造
目前,鞍钢完成了全国10座高炉的l3套喷煤设备的现代化改造,形成了150万吨/年的喷吹能力,并在制粉能力80万吨的基础上,计划新扩建80万吨制粉能力的车间,现已进人施工设计、设备订贷阶段,1996年底可望投产。宝钢、首钢、武钢等企业亦已着手改造喷煤设备和扩大喷煤能力,这些企业的高炉喷煤量将有太幅度的提高.
4.建设一批新的高炉喷煤设施
目前,重点企业中的重庆钢铁公司高炉喷煤工程已完成初步设计,宣化钢铁公司1260m3高炉喷谋已完成可行性研究;地方骨干企业中的成都钢铁厂等一批新的高炉喷煤设施将着手建设。可以预见,随着焦炭价格的进一步上涨和供应短缺加剧,喷煤经济效益将越来越好,有一大批地方骨干企业中尚未建设喷煤设施的高炉和地方炼铁厂100m3级的小高炉将在“九五”期间建设喷煤设施。
5.高炉喷煤技术的完善和进一步发展
为了满足高炉大幅度提高喷谋量,以下技术将会得到进一步的发展和完善:高炉氧煤枪富喷煤技术;高炉喷煤计算机控制技术;高炉喷吹粒煤技术;高炉大喷煤量的冶炼操作技术等。此外,还要着手试验煤、矿粉复合喷吹技术等。
2 高炉喷煤喷吹自动化控制整体方案
2.1 喷吹工艺及检测点布置
按煤粉喷吹过程的流向分,喷吹设备的最上方是煤粉仓。在煤粉仓上是布袋收粉装置。煤粉仓是常压罐体,在设计方案中需设置3点热电阻测量煤粉仓温度;设置1台料位测量雷达来测量料位;设置1个压力测量装置;设置2个氧含量测量装置和1个一氧化碳测量装置。在煤粉仓中设置1个煤粉仓放散阀;设置1个煤粉仓流化阀;设置1个煤粉仓下锥形阀。
煤粉仓下接中间罐,煤粉仓与中间罐之间采用软连接,设置1中间罐上锥形阀。中间罐设置2点热电阻测量中间罐温度;设置1台电子称重传感器测量中间罐煤粉重量;设置1个压力传感器测量中间罐压力;设置1 中间罐料空信号测量点。罐中设置1个中间罐充压阀,1个中间罐流化阀,1个放散阀。
中间罐下方设置喷吹罐,中间罐与喷吹罐之间采用由气动锥形阀组成的软连接。喷吹罐设置两点温度传感器测量罐中温度;设置1个压力传感器测量喷吹罐压力;设置1台电子称重传感器测量喷吹罐煤粉重量;设置1喷吹罐料满信号测量点。设置1个喷吹罐流化阀;1个中间罐与喷吹罐的均压阀;设置1个喷吹罐放散阀;设置1个喷吹罐压力调节阀。
喷吹罐下方设置1下煤球阀,并设置可以连续调节的给煤器用于调节喷煤量。
煤粉仓、中间罐、喷吹罐的放散阀均接入不袋式除尘器。
各管冲压、流化用氮气从氮气包引出,喷吹用压缩空气从空气包引出。为防止冷气直接接触煤粉时,造成罐壁和管道粘连,氮气和脱水、脱油的压缩空气经蒸气加热到60℃~~70℃,气体温度通过调节蒸气量进行自动控制。
喷吹用的压缩空气总管上设置喷吹阀,设置有压力、流量检测,并有流量调节阀,用于调整喷吹风的流量,给煤器后设置安全阀用于安全切断。
喷吹总管上设置2个喷吹总管压力测试点。喷吹总管延伸到炉前的喷吹总管分配器。从分配器上分配出16根喷吹支管。每根喷吹支管上安装一台喷吹支管压力变送器。
2.2 工艺流程示意图
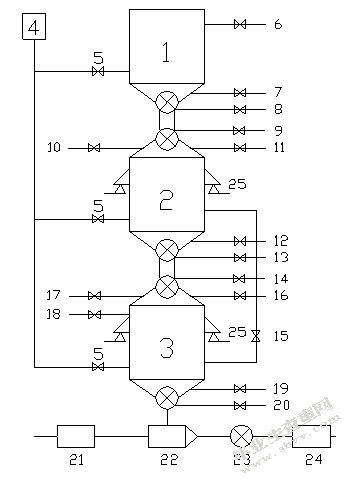

1.煤粉仓 2.中间罐 3.喷吹罐 4.氮气贮罐 5.灭火氮气阀 6.煤粉仓放散阀 7.煤粉仓流化阀 8.煤粉仓下锥形阀 9.中间罐上锥形阀 10.中间罐放散阀 11.中间罐充压阀 12.中间罐流化阀 13.中间罐下锥形阀 14.喷吹罐上锥形阀 15.两罐均压阀 16.喷吹罐充压阀 17.喷吹罐放散阀 18.喷吹罐流化阀 19.喷吹罐卸粉阀 20.喷吹罐补气阀 21.空气储罐 22.给料器 23.喷吹罐下煤球阀 24.喷枪 25.电子秤
2.3 喷吹控制过程描述
2.3.1 喷吹系统操作方式
基本操作方式分为:全自动操作、手动操作和检修操作
1.全自动操作:是在控制室人员通过键盘或鼠标发出“启动”命令后,按规定的程序自动完成自动计量、自动倒罐等。
2.手动操作:出必要的安全操作外,还可以人工的对个单体设备进行手动操作。
3.检修操作:检修操作是在手动操作之下的一种操作,是进行完全的人工手动操作个单体设备。
在喷吹控制中,主要进行一下操作过程:
1.中间罐加料,既将煤粉从煤粉仓到中间罐倒罐控制。
2.喷吹罐加料,既将煤粉从中间罐到喷吹罐倒罐控制。
3.喷吹控制,既煤粉从喷吹罐喷到高炉风口中的控制。
4.停喷控制,既停止向高炉喷吹煤粉的控制。
5.安全连锁控制程序。
2.3.2 喷吹过程描述
1.中间罐加料(既将煤粉从煤粉仓到中间罐倒罐顺序):
中间罐加料前的条件:
中间罐必须为“空信号”。
中间罐压力必须小于0.02MPa。
中间罐放散阀处于“打开”状态。
中间罐充压阀和流化阀处于“关闭”状态。
中间罐上锥阀和下锥阀处于“关闭”状态。
中间罐与喷吹罐之间的均压阀处于“关闭”状态。
煤粉从煤粉仓到中间罐倒罐顺序:
若上述条件没有全部满足,则先调整满足上述条件后在进行以下操作
开煤粉仓下锥形阀
开中间罐上锥形阀
关煤粉仓放散阀
开煤粉仓流化阀
中间罐“料满”信号发出时再进行以下操作
关煤粉仓流化阀
开煤粉仓放散阀
关煤粉仓下锥形阀
关中间罐上锥形阀
煤粉从煤粉仓到中间罐倒罐顺序结束,中间罐处于“料满”位置
备注:
中间罐的加料同时受时间控制,倒罐开始计时,若在规定的时间(如5分钟)内,没有达到“料满”,则说明出现“故障”,发出报警信号,提示操作工人手动控制或检修。
连续生产时,中间罐的每次加料,均来自“料空”信号,且满足上述条件时,即自动倒罐。
2.喷吹罐加料(既将煤粉从中间罐到喷吹罐倒罐程序):
喷吹罐加料前的条件:
1)喷吹罐内煤量显示下限,自动发出允许加料信号。
2)喷吹罐内压力达到设定值。若未达到,则首先开充压阀和自动调节阀,使其达到设定值。
3)中间罐“料满”。
煤粉从中间罐到喷吹罐倒罐顺序:
关中间罐放散阀
开中间罐充压阀
中间罐与喷吹罐压差小于设定值时,关闭充压阀,打开两罐间均压阀。
开中间罐下锥形阀
开喷吹罐上锥形阀
开中间罐流化阀
中间罐“料空”信号来后,进行下列操作
关中间罐流化阀
关中间罐下锥形阀
关喷吹罐上锥形阀
关中间罐充压阀
关中间罐与喷吹罐间均压阀
开中间罐放散阀
煤粉从中间罐到喷吹罐倒罐顺序完成
3.喷吹控制
向高炉喷吹的前提条件:
得到高炉“允许喷吹”信号
喷吹罐内料位不低于下限
满足安全连锁要求
检查喷煤管路上手动阀门的状态,人工输入正常
煤粉从喷吹罐喷到高炉风口中的顺序:
1) 开喷吹风阀
2) 开安全阀
3) 开喷吹罐下煤球阀
4) 开喷吹罐流化阀
5) 启动给料器
4.停喷控制
1) 发出停喷指令
2) 终止各“倒罐”操作
3) 关喷吹罐下煤球阀
4) 停给料器
5) 关安全阀
6) 关喷吹风阀
5.安全连锁控制
1) 高炉休风时,喷吹系统不能启动。
2) 当给料器出口压力与热风压力的压差低于0.12MPa时,报警。低于0.1MPa时,自动关闭安全阀、下煤球阀,停给料器。
3) 当喷吹罐压力与热风压力压差值低于0.12MPa时,报警。低于0.1MPa 时,自动关闭安全阀、下煤球阀,停给料器。
4) 当压缩空气压力低于0.5MPa或氮气压力低于0.42MPa时,自动关闭安全阀、下煤球阀,停给料器。
5) 当各罐温度超过100℃时,对应系统紧急停喷,自动关闭安全阀、下煤球阀,停给料器。
3 设备选型
3.1 所用测量设备选型
3.1.1 料位测量设备选型
本设计所选用的料位测量设备为GD智能雷达物位GDPULS系列的GDPULS61:
应用范围:过程条件简单,腐蚀性的液体、浆料、固体(比如:水液储罐,酸碱储罐,浆料储罐,固体颗粒,小型储油罐等);
测量范围:0~20m
过程连接:螺纹、法兰
过程温度:-40…160℃
精 度:±3mm
特性与优势:
无盲区,高精度
两线制技术,是差压仪表、磁致伸缩、射频导纳、磁翻板仪表的优良替代产品。
不受压力变化、真空、温度变化、惰性气体、烟尘、蒸汽等环境影响
安装简便,牢固耐用,免维护
HART或PROFIBUS-PA通信协议及基金会现场总线协议,标定简便、通过数字液晶显示轻松实现现场标定操作,通过软件GDPF实现简单的组态设定和编程
测量灵敏,刷新速度快。
适用于高温工况,高达200℃过程温度,当采用高温延长天线时可达350℃
测量原理:
雷达物位计天线发出微波脉冲,在被测物料表面产生反射,并被雷达系统所接收。
输入:
天线接收反射的微波脉冲并将其传输给电子线路,微处理器对此信号进行处理,识别出微波脉冲在物料表面所产生的回波。正确的回波信号识别由智能软件完成,精度可达到毫米级。距离物料表面的距离D与脉冲的时间行程T成正比:
D=C×T/2
其中C为光速
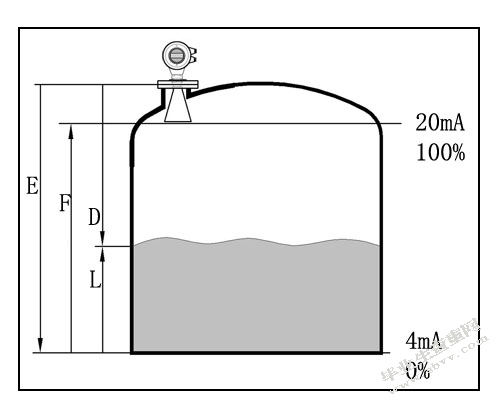
因空罐的距离E已知,则物位L为:
L=E-D
输出:
通过输入空罐高度E(=零点),满罐高度F(=满量程)及一些应用参数来设定,应用参数将自动使仪表适应测量环境。对应于4-20mA输出。
测量盲区:
盲区(BD)是从测量参考点到最高物位时的介质表面的最小距离。
测量条件:
测量范围从波束触及罐低的那一点开始计算,但在特殊情况下,若罐低为凹型或锥形,当物位低于此点时无法进行测量。
若介质为低介电常数当其处于低液位时,罐低可见,此时为保证测量精度,建议将零点定在低高度的位置。
理论上测量达到天线尖端的位置是可能的,但是考虑到腐蚀及粘附的影响,测量范围的终值应距离天线的尖端至少50mm。
对于过溢保护,可定义一段安全距离附加在盲区上。
最小测量范围与天线有关。
随浓度不同,泡沫既可以吸收微波,又可以将其反射,但在一定的条件下是可以进行测量的。
3.1.2 温度测量设备选型
本设计所选用的温度测量设备为MST系列温度变送器:
用途及特点:
MSTS 温度传感器在WZ 系列热电阻、WR系列热电偶的基础上,严格参照国家标准,根据各行业使用及现场环境,以及国外的同类产品,又进行改进和创新。使产品使用更方便,更可靠。
MSTS 温度传感器技术指标:热电阻
产品型号: WZC
测温范围: -50~+150℃
分度号: Cu50 Y
允差△t: ±(0.30+0.006|t|)
安装方式: 固定法兰
接线方式: 引接线
传感器保护管直径:热电阻φ12mm
3.1.3 压力测量设备选型
本设计所选用的压力测量设备为FMP300系列压力变送器:
特点:
进口高精度蓝宝石传感器
精度:线性化处理优于0.1%FS
抗冲击、耐振动
高稳定性
工作温度-60~200℃范围
全不锈钢结构防潮防水
实用性广
安装方便
具有竞争力的价格
用途:
工业现场过程过程控制
仪器医疗食品等行业
航空航天领域
航海及造船行业
石油化工行业
水利、水电、发电厂行业
量 程:0~1.5Mpa
输入电压:24VDC 输出信号:4-20mA
使用温度:-40~+150℃
非 线 性:优于±0.2 优于0.1%FS
重 复 性:≤0.08%FS
零点漂移:≤±0.2%FS/年
温度漂移:≤±0.015%FS/℃
迟 滞 性:≤±0.05%FS
允许过载:1.2~1.5倍
3.1.4 氧含量测量设备选型
本设计所选用的氧含量测量设备为NN3DW-01型氧浓度传感器:
主要用途:
NN3DW-01型氧浓度传感器是一种化学式的气体扩散型燃料电池。它是我厂生产的NN3DH-9000系列燃烧效率。
测定仪的心脏部件,用于测量各种锅炉、窑炉、加热炉的燃烧效率。该氧浓度传感器应用范围广,可应用在环保节能、航天等领域。如航天领域上,我公司的NN3DW-01氧浓度传感器就成功地应用在我国自行研制的“神舟一号、二号、三号”宇宙飞船上,用以监测载人返回舱内氧浓度的变化。民用上也可用在高压氧舱、矿井及汽车尾气等小环境氧浓度监测。
特点:
该传感器具有体积小、响应快、线性好、温漂小等特点,稳定可靠,用途广泛。
主要技术指标:
1)响应时间:≤30秒(满量程的90%)
2)测量范围:0~50% O2
3)温度系数:>0.003% O2/℃
4)使用寿命:<6个月(连续)
5)线性误差:+0.2%~-0.1% O2
6)输出电流:1.1MA+15%
7)体积:23mm×45mm(直径×高度)
3.1.5 一氧化碳测量设备选型
本设计所选用的一氧化碳测量设备为XInterscan 4000系列4140-0型一氧化碳分析仪:
特点:
采用专利电化学传感器;
内置取样泵,可充电电池,可连续工作10小时;
LCD数字显示,实时显示浓度值;
模拟输出0-100mV;
声音和可视报警;
尺寸178×102×225(mm),重量2kg。
主要技术指标:
分 辨 率:1ppm(0-1999ppm)
精 度:模拟单位 ±2.0%满刻度
重 复 性:±0.5%满刻度
线 性 度:±1.0%满刻度
零点漂移:±1.0%满刻度(24h)
量程漂移:<±2.0%满刻度(24h)
延迟时间:<1s
3.1.6 重量测量设备选型
本设计所选用的重量测量设备为GY-2型轮辐式称重传感器:
产品简介:
GY-2型轮辐式传感器,其弹性体采用短而高的剪切梁,刚性特好,抗侧向力强,在结构上具有过载自锁。防护上采用胶封和焊封,分别达到了IP67和IP68,因此广泛应用于汽车衡、扎道衡、测力机和吊秤等设备上。
技术指标:
灵 敏 度:2±0.025 mV/V
非 线 性:±0.02%FS
滞 后:±0.02%FS
重 复 性:0.01%FS
蠕 变:±0.02%FS/30min
零点输出:±1%FS
零点温度系数:±0.02%FS/10℃
额定输出温度系数:±0.02%FS/10℃
输入电阻:385±10Ω
输出电阻:350±3Ω
绝缘电阻:≥5000 MΩ
温度补偿范围:-10~+50℃
允许温度范围:-20~+60℃
允许过负荷: 120%FS
连接电缆: Ф5mm
3.2系统硬件配置方案
3.2.1 总体配置方案
本系统采用SIEMENS公司的SIMATIC S7系列的SIMATIC S7-300通用型PLC,CPU型号选用6ES7 315-2AG10-0AB0,模拟量I/O模块选用6ES7 331-7KF02-0AB0,数字量输入I/O模块选用6ES7 321-1EH01-0AA0,数字量输出I/O模块选用6ES7 322-1HH00-0AA0。
3.2.2 SIMATIC S7-300通用型PLC简介
S7-300是SIMATIC控制器中销售量最多的产品,它已成功地用于范围广泛的自动化领域。S7-300 的重点在于为生产制造工程中的系统解决方案提供一个通用的自动化平台。这就是说,S7-300 是用于集中式或分布式结构的优化解决方案。坚持不懈的创新和改革使S7-300这个广泛应用的自动化平台能持续不断的升值。
1.应用:
SIAMTIC-300能在以下工业领域实现
多种多样的自动化控制任务:
• 生产制造工程
• 汽车工业
• 通用机械制造
• 专用机械制造
• 各种类型的专用机床,OEM
• 塑料加工
• 包装工业
• 食品和烟草工业
• 过程控制工程(例如供水,楼宇工程等)
2.特殊应用:
对于特殊的应用场合,提供基于S7-300的附加的产品设计性能:
• 对故障安全的应用,现能提供一种新产品,即故障安全型S7-300F 以及相应的I/O 模块。
• 专用于户外的部件,能忍受极端恶劣的环境条件,例如,通过扩展的温度范围。
• 同时,提供基于S7-300CPU 的集成HMI,SIAMTIC C7控制器,适合于空间严格受限制的机械控制场合。
• 采用ET 200S结构形式的CPU使这个系列的产品更趋于完善。这样,分布的,智能的预处理。
3.工程技术和诊断:
S7-300 的特点是高效率的组态和编程,从而大幅度地降低工程成本。
现能提供符合IEC 61131-3 国际标准的SIMATIC 工程工具。
此外,集成的高性能系统诊断功能可保证控制器的更高可用性,显著提升生产率。为了减少停机时间,增加产量,提供可组态的过程诊断,以用于分析和排除过程故障。
4.设计:
S7-300 为节省空间的模块化结构设计,它可以适配您现有的各种机械控制任务,不需要考虑槽位规则。在运行时,无需风扇。除模块外,只需要DIN 标准的导轨,就可将模块旋转到位,安装在导轨上并由螺钉紧固。这种结构形式非常牢固而且有高的电磁兼容性。
背板总线集成在模板上,通过将模板插入到总线连接器进行装配。S7-300的模块的品种繁多,应用范围十分广泛,可用于集中形式的扩展,亦可用于带ET200M分布式结构的配置;其结果是明显减少成本和维护用备件。
5.CPU 的种类:
有各种不同性能分级( 直到高性能) 的CPU可供控制器使用。通过高效处理速率,CPU 能提供很短的机器时钟时间。取决于您眼前的任务,可提供带集成I/O 以及集成技术功能和集成通信接口的CPU。
3.2.3 CPU
1.CPU- 特点:
集成接口:
直接集成在CPU 内的接口,可使用现有的总线技术来建立一个高性能的通信环境。
多点接口MPI:
对于和PG/PC,HMI 系统以及其它的SIMATIC S7/C7/WinAC 自动化系统进行通信而言,MPI是一种经济而又实惠的解决方案。最多可连接125 个MPI节点,通信速率为187.5Kbit/s:
• 在不同的控制器之间传输过程数据;用这种方法,例如,一个CPU可以存取第三方控制器的输入/ 输出。
• HMI:
HMI 的服务程序早已集成在S7-300的操作系统内,因此,无需任何编程就能将数据传送到所连接的SIMATIC操作员面板或操作员站上。
MPI 还能作为一个PROFIBUS DP 接口使用,允许配置2 条DP线(只限于CPU
318-2DP)。
PROFIBUS DP:
能将SIMATIC S7-300 连接到开放式型现场总线 PROFIBUS DP(根据EN50170),因此可建立起较大型的分布式结构系统。这可扩大通讯的范围,从SIMATIC控制器到来自第三方制造商的现场设备均可进行通讯。和已有的SIMATIC S5或SIMATIC 505系统的通信更是不成问题。
使用STEP 7软件对分布式I/O模块进行组态和对集中式I/O 模块进行组态,所使用的方法是相同的,因此能节省工程时间和费用。
以这种方法,S7-300可作为主站或从站。
共享功能:
HMI 功能( 人机接口功能)及PG 功能(编程器功能)均可通过这二种接口(MPI,DP)完成。例如可通过PG/PC 进行远距离编程。此外,一台编程器可以操作多个CPU,或几个编程器能访问同一个CPU。
藉路由功能之助,连接在网络中任一个节点上的一台编程器都可访问该网络上的全部节点。
使用通讯模块还可以实现更复杂的功能。
2. CPU- 创新
在紧凑型 CPU 中所采用的创新设计,现在也应用到了全新标准型 CPU 312、314 和 315-2 DP。这些全新标准的 CPU将取代以前的型号,CPU 318-2 DP 除外。这样做有以下优势:
缩短机器时钟时间:
命令执行时间减少到原有的1/3 或1/4,因而降低机器时钟时间和为更高生产率奠定基础。
减少工程成本:
由于更大容量的构架(例如,大容量的RAM)。新的CPU为面向任务的STEP 7工程工具的应用构成一个平台,例如SCL高级语言和使用面向生产工艺的运行软件,例如 Easy Motion Control (轻松的运动控制)。
此外,简化了模块化的编程及现有程序的再利用。除了建立程序,工程工具还简化了程序的可读性、维护和文档化。最重要的是,显著地降低工程费用。
降低运行成本:
新CPU 向用户展示其增加的性能,即降低设备的运行成本。如一个作为数据和记忆存储的微型存储器卡(MMC),亦可取销后备电池,因此减少维护费用。
一个包括符号和注释的成套项目存储在MMC 中从而使维修等服务更为方便。因为服务不再需要组态数据。此外,MMC 使程序的更新简单易行。
降低安装空间需求:
全新CPU其宽度只有40mm,而不是以前的80mm。这就意味着控制器以及开关柜将更为紧凑。
降低采购成本:
与至今一直在使用的存储器卡相比较,新的微存储卡(MMC)有明显的价格优势。
增加灵活性:
新的CPU提供更强的联网能力,因为允许更多的CPU 以及操作员控制和监视设备能连接在一起。
作为开放系统,使用由DP V1功能支持的PROFIBUS,新的CPU 可以对所连接的第三方系统进行更全面的参数化和诊断。
此外,能在运行模式读/ 写微存储器卡(MMC),因此,例如,能对测量值进行归档或进行配方处理。
3. 所选CPU 315-2DP -主要技术指标
| CPU 315-2DP | |
| 主存储器(应用) | 128k 字节/42k 字句 |
| 装载存储器 | 通过MMC 的64k 字节到8M字节 |
| 后备 | 通过MMC 的所有全部模块 |
|
处理时间 • 位操作 • 字操作 • 定点算术运算 • 浮点算术运算 |
<100ns <0.5 μs <3.5μs <3μs |
|
位存储器/ 定时器/ 计数器 • 位存储器 • S7 定时器/S7 计数器 • IEC 定时器/IEC 计数器 |
16K字节 256/256 有 |
|
模块的数量 • 可装载的块的数量 (FC+FB+DB 的总和) • 数量的范围 |
1024 2048 FC, 2048 FB, 1023 DB |
| 组织块(OB) |
自由扫描周期(OB 1) 实时中断(OB 10) 延时报警(OB 20) 时间触发(OB 35) 中断触发(OB 40) DPV1 再启动(OB 54-56) 再启动(OB100) 异步出错(OB 80, 82, 85-87) 同步出错(OB 121, 122) |
|
地址范围 • I/O 地址区 • I/O 过程映象 • 数字量通道 • 模拟量通道 |
2048/2048 字节 128/128 字节 1024 256 |
|
扩展 • 机架 • 每个机架中的模块 |
最大4个 8 |
|
DP 接口 • DP 线接口的数量/CP 342-5 • 等距离 • 从站的激活和解除激活 • 传输速率 • 每个站的从站数量 • 站与站之间的通信 |
1/1 有 有 12 MBit/s 64 有 |
| 外形尺寸,( m m ) | 40x125x130 |
3.2.4 PS 307 电源模块5A 6ES7 307-1EA00-0AA0
1.特性:
PS 307 电源模块(5A)具有以下显著特性:
• 输出电流 5A
• 输出电压 24VDC;防短路和开路保护
• 连接单相交流系统 (输入电压120/230 VAC 50/60Hz)
• 可靠的隔离特性,符合EN 60 950
• 可用作负载电源
2.技术特性:PS 307 5A(6ES7 307-1EA00-0AA0)
尺寸 80×125×120 mm
重量 约740g
输入电压
• 额定值 120 / 230 VAC
系统频率
• 额定值 50 Hz ∼ 60 Hz
• 容许误差 47 Hz ∼ 63 Hz
额定输入电流
• 230 V 时 1 A
• 120 V 时 2 A
起动电流 (在25°C时) 45 A
I2t (在起动电流时) 1.2 A2s
输出电压
• 额定值 24 VDC
• 允许误差 24 V ± 5﹪,防开路保护
• 上升时间 最大 2.5 s
输出电流
• 额定值 5 A,不能以并联方式连接
短路保护 电子式,非锁定,1.1∼1.3﹡IN
残余纹波 最大150 mVss
按照IEC 536 (DIN VDE I,有保护性接地导体0106,Part 1)保护等级
隔离
• 额定隔离电平 250 VAC (24V对L1)
• 测试 2800 VDC
可靠的隔离 按DIN VDE 0106,Part 101
电源故障的过渡
(在93 和/或187V 时) 最少 20 ms
• 重复率 最少1s
效率 87﹪
输入功率 138 W
功率消耗典型值 18W
输出电压有效时指示灯 有,绿色,LED
3.2.5 模拟量输入模板 SM 331 AI 8 × 12 位(6ES7 331-7KF02-0AB0)
特点
模拟量输入模板SM 331 AI 8 × 12 位具有以下特性和特点
• 4 通道8 输入
• 被测值精度 每组可设定取决于所设定的积分时间
− 9 位 + 符号
− 12 位 + 符号
− 14 位 + 符号
• 每个通道组的可选测量方法
− 电压
− 电流
− 电阻
− 温度
• 每个通道组的可选测量范围
• 可编程诊断
• 可编程诊断中断
• 带有极限监控功能的两个通道
• 可编程极限中断
• 与底板总线接口的光电隔离
• 与负载电压的光电隔离 不适用于双线变送器
SM 331 AI 8 × 12 位的技术规范
外形尺寸(WXHXD) 40 × 125 × 120 mm
重量 大约250g
模板专用数据:
输入数量 8
对于阻性传感器 4
电缆长度 最长200 m
屏蔽 80 mV时最长50 m和热电偶
电压、电流、电位:
电子装置L +额定电压 24 VDC
反极性保护 √
变送器的电源
供电电流 最大60 mA(每个通道)
短路保护 √
阻性传感器的恒定测量电流 类型1.67 mA
绝缘
通道和背板总线间 √
通道和电子装置的电源之间 √
允许的电位差
输入和MANA(ECM)间 2.5 VDC
– 信号 = 0V时
– 不适用于双线变送器
输入(ECM)之间 2.5 VDC
MANA和Minternal(EISO)之间 75 VDC / 60 VAC
绝缘测试 500 VDC
电流消耗
从底板总线 最大50 mA
从负载电压 L+ 最大30mA(无双线变送器)
模板的功率耗散 类型1W
干扰抑制故障限制:
干扰抑制,f = nx( f1 ± 1 %),(f1 = 干扰频率)
共模干扰 > 70 dB
ECM < 2.5 V
串模干扰(干扰峰值< > 40 dB
输入范围的额定值)
输入间的串扰 > 50 dB
运行极限*(整个温度范围,参考输入范围)
电压输入 80 mV ±1 %
250 – 1000 mV ±0.6 %
2.5-10 V ±0.8 %
电流输入 3.2 – 20 mA ±0.7 %
电阻器 150Ω 300Ω 600Ω ±0.7 %
热电偶 E,N,J,K,L型 ±1, 1 %
热敏电阻 Pt 100/ Ni 100 ±0.7 %
Pt 100 气温 ±0.8 %
基本误差(工作温度限制为25℃,对应于输入范围)
电压输入 80 mV ±0.7 %
250 – 1000 mV ±0.4 %
2.5-10 V ±0.6 %
电流输入 3.2 – 20 mA ±0.5 %
电阻器 150Ω;300Ω;600Ω±0.5 %
热电偶 E,N,J,K,L型 ±0.7 %
热敏电阻 Pt 100/ Ni 100 ±0.5 %
Pt 100 气温 ±0.6 %
温度误差(对应于输入范围) ±0.005 %/K
线性误差(对应于输入范围) ±0.05 %
重复度(稳态为25℃,对应于输入范围) ±0.05 %
内部补偿的温度误差 ±1 %
状态,中断,诊断:
中断
超出极限时的硬件中断 赋值参数
通道0和通道2
诊断中断 赋值参数
诊断功能 赋值参数
组错误显示 红色指示灯SF
显示诊断信息 可以
3.2.6 数字量输入模板 SM 321;DI 16×120 VAC(6ES7 321-1EH01-0AA0)
特性
SM 321;DI 16×120 VAC 数字量输入模板具有以下显著特性
• 16 个输入点,带隔离,4 点为一组
• 额定输入电压 120 VAC
• 适用于开关和 2/3/4 线BERO(接近开关)
SM 321 DI 16x120VAC 的技术规范
尺寸和重量:
尺寸W×H×D 40×125×120mm
重量 约225g
模板特性数据:
输入点数 16
电缆长度
• 非屏蔽 最长600m
• 屏蔽 最长1000m
电压,电流,电势
可同时驱动的输入点数
• 水平安装
直到60℃ 16
• 垂直安装
直到40℃ 16
隔离
• 通道与背板总线之间 有
• 每组通道之间 有 (4)
允许的电位差
• Minternal 与输入之间 120 VAC
• 不同组的输入之间 250 VAC
隔离测试 1500 VAC
电流输出
• 从背板总线 最大16 mA
模板功率损耗 典型值4.1 W
状态,中断,诊断
状态显示 每个通道有绿色LED
中断 无
诊断功能 无
传感器选择数据
输入电压
• 额定值 120 VAC
• “1”信号 79 ∼ 132 V
• “0”信号 0 ∼ 20 V
• 频率范围 47 ∼ 63Hz
输入电流
• 1 信号典型值 6 mA
输入延时
• 从“0”∼“1” 25 ms
• 从“1”∼“0” 25 ms
输入特性IEC 1131 类型1
2 线BERO 连接 可以
• 允许短路电流 最大1 mA
3.2.7 继电器输出模板SM 322 DO 16×继电器120VAC(6ES7 322-1HH00-0AA0)
性能
SM 322;DO 16×120 VAC REL 模板具有以下显著特性:
• 16 个输出点,带隔离,8 点为一组
• 负载电压 24 ∼ 120 VDC;48 ∼ 120 VAC
• 适用于 AC/DC 电磁阀、接触器、电机启动器、电机和指示灯
电源电压掉电时的特性
注意
当电源关闭时,电容器仍将储能约200ms。此时,用户程序仍可对继电器进行操作。
SM 322; DO 16xRel. 120VAC 的技术规范
尺寸和重量
尺寸W×H×D 40×125×120mm
重量 约250g
模板特性数据
输出点数 16
电缆长度电压电流开关次数
• 非屏蔽 最长600m
• 屏蔽 最长1000m
电压,电流,电势
继电器L+额定电源电压 24 VDC
每组输出电流总和 最大 8A
光电隔离
• 通道和背板总线之间 有
• 通道之间 有
每组点数 8
允许电位差:
• Minternal和继电器电源之间 75 VDC,60 VAC
• Minternal 和继电器电压和输出之间 120 VAC
• 不同组的输出之间 250 VAC
隔离测试:
• Minternal 和继电器电源 500 VDC
• Minternal 和继电器电压和输出之间 1500 VAC
• 不同组的输出之间 1500 VAC
电流消耗:
• 从背板总线 最大100 mA
• 从电源电压 L+ 最大250 mA
模板功耗典型值 4.5 W
状态、中断、诊断
状态显示 每个通道有绿色LED
中断 无
诊断功能 无
执行器选择数据
热持续电流最大 2A
最小负载电流 10 mA
触点开关容量和寿命
• 阻性负载
电压 电流 开关次数
24 VDC 2.0A 10 万次
24 VDC 1.0A 20 万次
24 VDC 0.5A 100 万次
60 VDC 0.5A 20 万次
120 VDC 0.2A 60 万次
48 VAC 1.5A 150 万次
60 VAC 1.5A 150 万次
120 VAC 2.0A 100 万次
120 VAC 1.0A 150 万次
120 VAC 0.5A 200 万次
• 感性负载 符合IEC 947-5-1 13 DC/15 AC
电压 电流 开关次数
24 VDC 2.0A 5 万次
24 VDC 1.0A 10 万次
24 VDC 0.5A 50 万次
60 VDC 0.5A 10 万次
120 VDC 0.2A 30 万次
48 VAC 1.5A 100 万次
60 VAC 1.5A 100 万次
120 VAC 2.0A 70 万次
120 VAC 1.0A 100 万次
120 VAC 0.5A 150 万次
• 灯负载 最大50W
• 电机起动器大小 最大5 到NEMA
使用外部抑制电路可延长使用寿命
两个输出并联
• 用于一个负载的冗余 可以(只能是相同组的输出)
• 用于增加输出功率 不可以
触发数字量输入 可以
开关频率
• 机械 最大10Hz
• 阻性负载 最大1Hz
• 感性负载 最大0.5Hz
• 灯负载 最大1Hz
结 论
通过本次毕业设计,完成了高炉喷煤喷吹系统的自动化控制,包括自动倒罐顺序控制,中间罐压力的自动控制,喷吹罐压力的自动控制,喷吹压力的测量和总体的安全连锁控制等。
在原有设计的基础上,对每一个步骤可能出现的问题可进行手动介入,故障修复后,可重复执行。这样增加了倒罐控制的灵活性,更加容易实现自动控制。
由于本人水平有限,设计中还存在着一些问题,待以后完善。
另外就喷煤工艺方面,喷煤支管只安装了支管压力测试,没有安装煤流检测装置,也没有安装支管切断阀及冷却装置,这样高炉的操作人员只能通过支管压力控制判断是否堵枪,如果没有及时处理会造成烧抢的事故。
在喷吹总管上没有安装煤粉流量计,从而不能实现喷吹量的自动控制。
以上这些工艺及自动化控制方面的问题也为我以后进一步研究提供了舞台。
通过本次毕业设计巩固了所学知识,进一步提高了本人的综合素质。
参考文献
[1] 马爱琴,王爱国.高炉喷煤工艺及自动控制系统.2004年3月
[2] 金艳娟.高炉喷煤技术.冶金工业出版社,2005年3月
[3] 温大威.高炉喷煤技术现状及发展.2003年第3期
[4] 章兆舟.我国高炉喷煤技术的发展和应用
[5] 姚桐,常俊杰.PLC在高炉喷吹煤粉控制系统中的应用.2004年7月
[6] 李文霞,路海风.PLC控制系统在喷煤工程中的设计与应用.2005年10月
[7] 尹建威,祁海龙.工业以太网和PLC在高炉喷煤系统中的应用.2004年6月
[8] 侯虹江,李彬.基于现场总线的高炉喷煤控制系统设计.2008年第2期
[9] 朱亚平.西门子S7-300可编程序控制器使用经验点滴.2002年1月
[10] 刘建文.PLC自动控制系统在高炉喷煤中的应用
[11] 刘雪梅,毕长泉.TSX QUANTUM PLC在高炉喷煤系统中的应用.2007年6月
[12] S7-300 Programmable Controllers Module Specifications
[13] RSLinx Training Guide.Rockwell Software
[14] 张怡伟, 梁世标.韶钢高炉喷煤技术的进步.广东.2002 年12 月
[15] 刘雪梅 ,毕长泉.TSX QUANTUM PLC在高炉喷煤系统中的应用.唐山:唐山工业职业技术学院机电系,2007年6月
1、如文档侵犯商业秘密、侵犯著作权、侵犯人身权等,请点击“文章版权申述”(推荐),也可以打举报电话:18735597641(电话支持时间:9:00-18:30)。
2、网站文档一经付费(服务费),不意味着购买了该文档的版权,仅供个人/单位学习、研究之用,不得用于商业用途,未经授权,严禁复制、发行、汇编、翻译或者网络传播等,侵权必究。
3、本站所有内容均由合作方或网友投稿,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。如您付费,意味着您自己接受本站规则且自行承担风险,本站不退款、不进行额外附加服务。
原创文章,作者:写文章小能手,如若转载,请注明出处:https://www.447766.cn/chachong/1008.html,