摘 要
为了加强气液两相传质效率,进而达到强化气液反应的目的,本课题以1-己烯的烯烃氢甲酰化为探针反应,将合成气(CO和H2)以微气泡的形式引入到该典型的气液反应中,并获得了一定的强化效果。研究方法为:首先使用商用管式微气泡发生器进行产生冷模实验,并采用与高速摄像机结合的方式进行微气泡状态的表征,进而探究其平均直径、数量等状态与其产生条件的关系。在总结了一定气泡生成规律的前提下,再正式进行微气泡环境下1-己烯氢甲酰化反应的实验研究,以探索最佳实验条件,并与搅拌反应釜的反应性能进行了对比试验,确定了微气泡的强化作用。经过研究表明,商用管式微气泡烯烃氢甲酰化系统,30mL·min-1是最佳的进料气体流量。得益于气液传质效率的提高,在总醛收率接近(90%)的情况下,微气泡的引入可以将搅拌式反应釜的氢甲酰化反应时间从120min缩短到60min。之后,为了进一步提升微气泡反应体系的效率,基于仿生分形理论设计了具有分形结构的微气泡发生器,并采用利用金属3D打印加以制造。使用该分形发生器进行了气泡表征和氢甲酰化反应研究,并将实验结果与商用管式微气泡发生器作对比。与商用管式微泡发生器相比,分形微气泡分布器增加了微气泡总数,减小了微气泡尺寸,此外,分形结构使得微气泡在反应器中的空间分布更加均匀。上述微气泡状态的改进使得分形微气泡分布器在商用管式微气泡发生器的基础上,再次提升了12%左右的氢甲酰化反应效率。最后为了进一步阐明微气泡有效强化氢甲酰化反应的本质原因,本文将两种微气泡反应系统与常规的毫米级鼓泡系统进行实验对比,发现微气泡系统中气含率和气液传质效率均远高于毫米气泡系统。本课题的研究表明,微气泡对1-己烯氢甲酰化反应有着显著的强化作用,并且微气泡的存在状态对该强化作用有着显著的影响,通过改善微气泡状态还可以进一步提升1-己烯氢甲酰化实验的反应效率。本研究所提出的微气泡反应体系对强化其他气液反应也有很大的潜力。
关键词微气泡,氢甲酰化,3D打印,分形,传质。
第1章 绪论
1.1 微气泡概述
1.1.1 微气泡的定义及其研究现状
微气泡即直径在微米尺度的气泡(直径小于1000 μm),由于其相较于普通气泡拥有尺寸小,比表面积大等特点,它具有普通气泡没有的性质,包括在液体中可以较长时间的停留,可以使更多的气相物质在更短地时间下溶解于液相中,并且它具有比一般气泡更高的界面ζ电位,而以上性质共同作用导致它在更短地时间内可以与液相进行更多的质量传递过程。因此,微气泡在许多方面都有其独特的应用。例如,利用微气泡可以有效处理工业废水速度快的同时并且几乎不会造成二次污染;加快气液反应的传质过程,使反应更快达到平衡,目前已经应用于多种典型化工反应的强化过程;以及应用于矿物质的浮选和医学影像研究等。
Chun Liu等[1]利用臭氧微气泡处理煤工业废水,与常规方式对比臭氧微气泡可以更为有效地降解难降解化合物,去除COD,释放无机氮,提高生物降解性,不仅净化效率高,并且可以很好的与环境相容,结果表明,使用微气泡臭氧后,可以整体去除60%左右的COD,同时臭氧的浪费率几乎为0,这就意味着并不需要后续处理以去除水中的臭氧,减少了二次污染的可能性,这种处理方式能够达到降低使用费用,因为其所需的硬件条件低,而且该处理系统安装方便,运行起来更加安全高效,另外还能节省能源的使用。Zhang等[2]采用混凝-微气泡气浮装置对炼化企业污水处理厂二沉池出水进行深度处理,COD 去除率为39.13%,SS去除率为51.85%,均达到了《污水综合排放标准》( GB 8978-1996)一级B标准。所以,微气泡处理废水领域具有广泛的研究前景和很大的应用价值。Fahed Javed等[3]利用蒸馏乙醇产生微小气泡的方式进行酯化反应,以证明微气泡确实能够增强反应的进行,实验结果表明乙酸乙酯的收率在35 min内达到79.9%,但是常规方法下,在350 min内反应物的转化率仅为64%,将传统液液反应由液-液相界面接触的形式改变为气-液接触的形式。这种改变,因为两种反应物之间的接触面积大大增加,从而有效增强了反应物之间的物质传递过程,达到了增强传统反应的目的。William B. Zimmerman等[4]引入臭氧微泡代替酸类物质进行柴油生产的预处理操作,经过试验表明:微气泡的引入,有效提高了油酸的转化率,防止了酸性污染,并且产生了大量所需产物:60℃下,经过32 h的臭氧化,91.16%的油酸转化为油酸甲酯,而油酸甲酯是进行酯交换反应生产生物柴油的优质原材料,进一步提高了微气泡反应的经济性。Zhao等[5]也利用不同尺寸的气泡培养水生植物并且发现微气泡和多种尺度的气泡相互间的配合,可以有效促进两相之间的传质从而强化光生物反应效率,在相同的实验条件下,选用合适的微气泡在相同时间的情况下,大大提高了最后得到生物质的干重。在矿物浮选方面,微气泡更有其独特的优势,Rodrigues等[6]在通过加压溶气的方式制造直径范围在30-100μm的微气泡,并使用这些产生的微气泡对矿物进行浮选操作,分析气浮结果发现:使用微气泡气浮的方法可以有效分离矿物,并且相对于普通气泡来说这种方法用时更少,分离更彻底。
1.1.2 微气泡的特点
相较于普通气泡,微气泡具有其独有的性质。因其直径在微米尺度,表面积与体积之比与普通气泡相比大很多,这导致气-液相界面的有效相界面积增大。而几乎所有的界面传输过程如:热、质量、动量的传递都取决于相与相之间的有效相界面。除此之外,微气泡可以减缓气体在液相中的流动速度从而增大其在液相中的停留时间[5],这也导致了更多气相物质溶解于液相中。除此之外,微气泡相比普通气泡具有更高的界面ζ电位。以上这些性质的共同作用,导致了它在溶液中的传质速度、反应效率以及吸附能力比一般气泡高[7]。
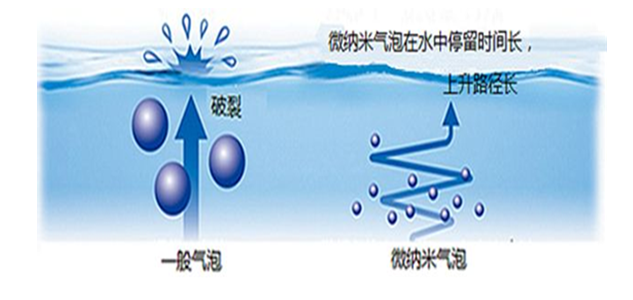

图 1. 1微气泡特征
Figure 1. 1Microbubble characteristics
停留时间长:如图1.1所示,普通气泡在液体中几乎以直线的形式上升,但是微气泡由于自身特殊性质,在液体中呈现螺旋式上升的状态,这导致微气泡的上升路径要比普通气泡长的多,并且由于普通气泡所受浮力远大于微气泡,所以普通气泡流动速度会比微气泡快得多,这些原因导致微气泡在液相中呈现出上升速率慢,停留时间长的特性[8]。为了更直观的表现这种停留时间的差异,举例说明:直径在1 mm左右的普通气泡会以100 mm·s-1的速度在水中上升,但是当气泡直径减小为10μm时,气泡在相同的情况下的上升速度仅为0.05mm·s-1,这说明气泡直径的减小可以有效降低气泡在液体中的流动速度从而有效提升其停留时间。
比表面积大:通过公式1.1我们可以知道,体积越小的气泡其比表面积越大。而且由于微气泡的气泡直径较小,导致了微气泡受到表面张力很大的影响,它会使得气泡内部气体不断压缩,这种不断压缩的现象叫做微气泡的自增压现象。这种现象会导致微气泡内部压力不断增大,为更多的气相物质通过气液相接触面进入液相中提供动力,促进两相之间的物质传递。因此,微气泡较小的直径,是其具有很高传质效率的重要原因。
为了探究微气泡的比表面积,我们可以通过公式1.1微气泡的

其中S为气泡总表面积,V为气泡的体积,r为气泡的半径。
在进气速度不变的情况下,我们假设产生气体的体积V0在一定时间下是一样的,则:

如果连续鼓入1 L 100μm直径的微气泡,它的相界面积可以达到60 m2。1 L气体拥有如此大的相界面积在化工过程中并不常见。在大多数气液反应中,随着气相界面面积的增大,气液相之间的传质效率也会随之提高。除此之外,如果减小气泡直径,那么气泡的传质动力学、质量或类似的热流密度将迅速增强。我们可以借用常用的化学工程公式传质通量来表示,如公式1.3所示:

其中KL是传质系数,S为界面面积,Cg和C1分别为气体与液体的摩尔浓度。由式1.3可知,传质通量与相界面积成正相关。除此之外,微气泡较小的粒径也决定了它在液体中的停留时间比一般气泡长的多。气泡在液体中上浮的速度![]()
![]() 可以根据公式1.4计算得出:
可以根据公式1.4计算得出:

其中![]()
![]() 与
与![]() 为液体与气体的密度,
为液体与气体的密度,![]() 为液体粘度。在相同的反应液中,大气泡的上升速度比微小气泡大很多,直径1 mm的气泡上升速度是直径为100 μm的气泡上升速度的100倍。而较慢的上升速度无疑提供了更多的传质以及传热的时间,在节省底物的同时也促进了反应的快速进行。
为液体粘度。在相同的反应液中,大气泡的上升速度比微小气泡大很多,直径1 mm的气泡上升速度是直径为100 μm的气泡上升速度的100倍。而较慢的上升速度无疑提供了更多的传质以及传热的时间,在节省底物的同时也促进了反应的快速进行。
界面ζ电位高:微气泡的界面ζ电位的实质是微气泡表面的电势差,它是影响气泡表面吸附性能的重要因素[9],电势差形成的原因是电荷离子存在于气泡表面附近,从而形成了双电层结构[10],这种双电层结构如图1.2所示,由带相反电荷的表面电荷离子层以及反电荷离子层构成。一般情况下界面ζ电位越高,气泡对矿物的吸附作用便越强。并且微气泡的破裂会产生大量自由基,这是因为当微气泡消失,气液界面也随之不再存在,这种消失,可以使得微气泡周围吸附的大量离子迅速向周围扩散,从而激发大量的羟基自由基,在一些化学反应以及水处理过程中拥有普通气泡难以比较的反应活性,这也是微气泡活性强的原因之一。
结合以上观点,我们不难发现,微气泡在强化气液两相传质以及产生自由基方面拥有普通气泡难以拥有的优势,所以它在化工气液两相反应中具有光明的应用前景。
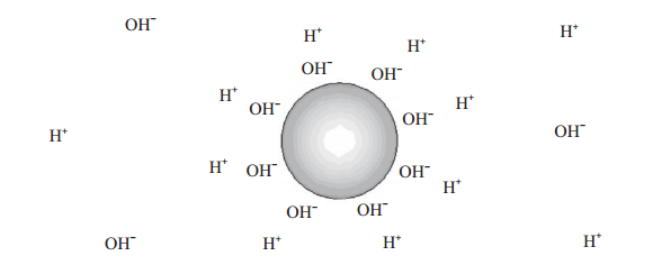
图1. 2微气泡周围电子层
Figure 1. 2Electron layer around microbubbles
1.1.3 微气泡的产生方法
微气泡可以通过多种方法产生,根据制造方式的不同大体上可以分为三种:加压溶气产生气泡,引气制造气泡以及利用电解析出气泡。
加压溶气产生气泡:使用这种方法产生气泡,首先需要在高压罐中使较多气体溶解于液体中,然后将高压罐中的液体输送到常压或者低压容器内,降低气体在液体中的溶解度,使得溶解其中的气体以微气泡的形式大量产生。这种产生微气泡的方式一般使用的液体输送设备为循环水泵,它可以将循环使用的液体输送至内含高压气体的高压溶气罐中,而气体输送设备一般为空气压缩机,它可以将空气压入溶气罐中形成高压气体环境,再将其和位于高压溶气罐中的液体内形成高压气水混合状态使气体过饱和溶解,最后通过液体释放装置转移到常压罐中,气体便会以微气泡的形式从液体中大量产生。这种装置形成气泡粒径分布比较均匀,产生数量较多,但是加压装置能耗较大,这成为限制该方式大规模应用的主要原因之一。Shi等人[11]研究了加压溶解空气形成微气泡的过程以及原理,以及各个因素对产生气泡状态的影响,并在文中提出了降低该方式产生微气泡能耗的方法。该研究提出我们不仅需要关注如何有效地产生微泡,还需考虑反应器中的气体分布状态。
引气制造气泡:该方法是利用快速旋转的水流或者局部水力提供剪切力作用,将气体粉碎形成更小的微气泡同水流一起通过射流装置喷射,一起喷入液相中。该方法产生的微气泡一般充当曝气氧化以及臭氧净化污水等过程的工具。根据提供剪切力的方式不同,此方法可大致分为3种:压缩空气通过扩散板法、机械力高速剪切空气法与引射流分散空气法。使用这种方法获得的微气泡速度快,数量多,但是气泡质量与提供剪切力的装置紧密相关,可能需要很高的能耗才能获得直径足够小的微气泡,并且这种方式产生的气泡粒径不均匀,直径偏大,也是这种方式的一大缺陷。Basso等人[12]利用文丘里管径的突然改变带来的剪切力产生微气泡,并研究了包括流速以及收缩段长度和喉道直径等因素对微气泡粒径的影响。他们通过改变这些影响因素,成功得到了粒径可控的微气泡。Yasuno等人[13]提出了一种利用微通道制备微气泡的方法,并且利用该方法成功得到了变异系数小于5%的单分散乳液,这种方法可以得到稳定并且连续的微气泡,缺点是产生速度慢,气泡发生器生产困难难以量产。
电解产生气泡:该方法是将通电的电极板放入水中,利用电解的原理在阳极板产生氧气,阴极板产生氢气。通过电解产生的微气泡直径一般较小且均匀,平均直径一般在50μm以下[14],通过改变电极材料以及电流强度还可以得到尺寸可控的微气泡,但电解方式依然存在许多缺点,如:产生气泡速度慢,长期通电对电极的损耗大,容易造成电极材料和能源换的大量浪费。因此在实际应用中,对电解装置的电极做出了一定的创新和改变,例如使用矩形节点电极在船舶周围产生大面积的微气泡将船舶的船底进行覆盖,降低船舶航行过程中的阻力,效果明显。[15]
机械作用产生微气泡:多为采用超声波以及机械搅拌打碎大气泡以产生小气泡等方式通过机械的方式产生微气泡。超声波法是一种科学研究中常用的实验方法,它的原理是使用高频超声波将液体中的气体以微气泡的形式析出。而机械搅拌大部分通过叶轮将大气泡打碎,从而产生直径较小的气泡,但是随之而来的能耗大,气泡大小不均匀等缺点是应该考虑克服的部分。
1.2 烯烃氢甲酰化
1.2.1 烯烃氢甲酰化定义
烯烃氢甲酰化反应又称羰基化反应,即指合成气与烯烃经过钴基或者铑基催化剂的催化在一定压力温度的条件下,反应生成比原烯烃多一个羰基碳的醛的过程,产物经过进一步反应还可以生成醇或一些其他的衍生物。该种反应在1938年就已经被人们初次发现,发现的科学家是德国鲁尔化学公司的奥托·罗伦[16]。该科学家在进行一次费托合成实验时偶然发现:利用合成气和乙烯反应可以获得意料之外的产物,丙醛和乙二酮,经过多次重复试验和思考,他在此基础上很快使用丙烯的氢甲酰化反应成功制备了丁辛醇等产物。氢甲酰化反应从此被人们掌握,该反应工艺经过多年发展直至今日,已经成为制备醇醛等化工原料最为经典的方法之一。借由该工艺生产的醛、醇及其他化工产品,经过后期加工[4, 17]可被大量应用于高分子、纺织以及生产生活等领域。另外,该反应的原子利用率高达百分之百而且可以实现清洁转化,因此,随着这些年的逐渐发展和研究,该反应现已成为最为重要的化工反应之一。目前全世界使用烯烃氢甲酰化反应生产醛、醇的能力已经在1000万吨左右,我国的生产能力已经接近200万吨。
氢甲酰化反应在初期时使用羰基钴作为催化剂,但是使用该种催化剂的实验要求相当高,只有在高温高压提供反应动力的前提下才可以进行稳定的反应,因此这种工艺也被称为高压钴法。使用高压钴法所得产物中正构醛的占比较少,并且能耗很大。为了改良催化剂的性能,人们发现向催化剂中加入磷化合物配体,可以使得反应稳定性增加,但是会造成反应活性以及反应速率的降低。因此,人们寻求一种新的更加优秀的催化剂。经过研究发现,相较于钴基催化剂,铑基催化剂在烯烃氢甲酰化反应中所需温度压力要求更低,并且具有更高的催化活性。铑基催化剂的使用,可以大大降低反应所需的压力,并且提高产生的正构醛类占比。这种利用铑基催化剂在低压下进行烯烃氢甲酰化反应的方法也就被称为低压铑法。但是由于铑的价格很高,如何有效的应用铑催化剂,提高反应效率和产率成为了一个亟待解决的问题。
1.2.2 烯烃氢甲酰化强化
正如前面所述,现今氢甲酰化反应依然采用最常见的钴类以及铑类催化剂,对于如何改善该反应过程,一方面有人研制便于分离的催化剂加快分离过程从而提高产量和催化剂的利用率[18],但是催化剂本身性质并没有质的变化[19]。另一方面,如何在使用相同催化剂以及配体的情况下,以更快的反应速率以及更温和的条件得到更多的醛类物质,从而可以节省更多的反应时间降低反应能源需求。
Min Wei等[20]采用原位络合的方法制造了反式络合Rh配体,并研究了其催化性能,实验证明该催化剂可以使醛的生成更加快速,并且在多次使用后效果几乎没有改变,除此之外,副产物的生成较使用其他催化剂时明显减少。Oleg L. Eliseev等[21]合成一种具有水溶性的可催化苯乙烯和脂肪族烯烃在两相条件下有效进行氢甲酰化反应的催化剂,多次实验后发现性能良好并且重用性良好。Fehrmann[22]将负载型离子液相氢甲酰化催化体系(SILP)运用到了丙烯的氢甲酰化反应中,将Rh与离子液配体在二氧化硅载体上负载,制备了性能优异便于分离的非均相催化剂,并将其放于不锈钢微通道管式反应器中进行性能评估,提高了反应产率并且提高了反应中醛类产物的正异比[23]。
除去上述强化思路,本文提供一种新型的强化手段——微气泡。氢甲酰化反应作为一种典型的气液两相反应,受到反应传质限制,除了进行催化剂结构以及性能优化之外,还可以进行反应器的优化。目前该反应主要在常规搅拌釜式反应釜中进行,该反应体系因传质过程受到限制以至于需要足够长的时间才能获得所需的反应产物,并且过程中伴随着大量的能量消耗。为了增强其反应性能往往需要高温高压以及高搅拌速率以提升传质,既增加了反应的危险性也不节能,本文设想引入物理尺度在微米级别的微小气泡有效强化该反应。这种气泡的物理尺度小,可以大大提高气液有效接触面积,进而提高气液两相质量传递效率,最后提高反应速率,促进反应进一步进行,降低实验条件要求[24],从而达到强化烯烃氢甲酰化反应的目的。
1.3 分形仿生理论
1.3.1 分形理论定义
分形理论最早由数学家Mandelbrot[25]于20世纪70年代提出,它的提出被认为具有划时代的意义。分形理论又称自相似分形其特征即为无限自相似和迭代生成原则,一般情况下分形结构图形标度对它的几何变换并没有影响。分形理论将分形维数作为图形定量表征的基本参数,让我们摆脱了将点定义为零维,直线定义为一维,平面定义为二维,空间定义为三维的思维窠臼。分形维数概念的提出可以使我们对复杂图形系统之间的关系进行更深入地了解和研究,揭示它们之间深处的联系和区别,把握其中的实质。其实分形在生活中随处可见:自然界中山峦起伏的线条,天空中白云的轮廓,甚至是岩石上伸展裂纹的形状,海岸线曲折起伏的形状以及树木向上生长的枝干形状都可以看成是分形结构。分形结构没有特定的形状和表面,所以不可以用传统的几何结构来描述。
仿生理论即从大自然存在的生物中汲取灵感,指导科研生活。这些理论来源于自然界中的优胜劣汰和适者生存,例如鱼类的流线型结构是阻力最小的选择,树木向上伸展的树枝是最利于采光的结果,以及鸟类的翅膀是利于飞行选择的结果。这些都是科学研究中可以借鉴的仿生方面的理论,这些选择的原因自然也越来越被研究人员所重视,并在工业生产中的减阻,降耗,能源吸收等领域有一些进展。
1.3.2 分形理论在科学研究中的应用
分形仿生理论在科研中具有重要的指导作用。在化工领域,分形理论的应用可以改善传统化工设备存在的一些常见缺点。在反应器中加入分形结构可以有效改善反应器性能,提高系统的传质以及传热能力。在鼓泡流化床中,反应物是以气泡的形式存在的,因此气固两相之间就可能存在传质限制。M.-O.Coppens的团队[26, 27]将分形注射器运用在流化床中来实现二次气体分布。经过试验,流化床性能更加稳定,在不改变床层高度的情况下,在其中进行反应的产率以及产物的选择性都有了大幅度的提高,他们提出观点:应用分形理论进行二次气体分布可以增强气固接触,增强传质,从而提高反应器的性能。分形结构同样可以改善反应器中的气体分布情况,增强气固反应的接触。Peng等[12]设计分形气体分布器,通过对比试验发现,存在分形气体分布器的反应器,颗粒在循环流化床中的径向分布被大大改善,反应效率大幅度提高,并同时使用模拟验证了实验方法的科学性,从而证明了分形结构设计对反应器性能的改善作用。Wang等[28]利用分行理论设计制造了一种新型树形结构微混合器,通过计算机模拟研究了这种结构的混合特性,并且使用实验对其进行了验证,实验证明,在不同的实验条件下状态下,该种混合器都有很好的混合效果,即使是流速较低的情况下,也可以表现出较高的混合性能,并且证明,分形构造树形结构使为混合的优良结构。Zhang等[29]通过数值模拟和实验,研究对称分形微通道网络中的层流流体力学和热特性,并与S形和直微通道的压降和传热进行了比较,包括纵横比、分支水平和弯曲类型的几何参数对流动和传热行为的影响,研究表明具有较小纵横比、较高分支水平和圆角弯曲的微通道网络将获得与压降和传热相关的更高性能分形结构中的几何参数对压降和传热有显著影响。Huang等[30]设计了分形通道用于甲醇蒸汽重整,同样采取计算机模拟与实验并行的方式,通过模拟发现在CO浓度较低的情况下,分形通道中甲醇转化率和氢气产率相对于普通的没有分形结构加入的平行通道来说都有了很大提高,并使用试验对其进行了验证。Zhang等[31]受到自然分形结构的启发,设计并应用了一种新型的蜂窝形分形结构微反应器, 用以强化合成气放热转化烯烃过程中的传质以及传热过程,实验结果表明,分形结构提供了更加均匀的温度分布效果,更窄的停留时间分布以及更小的压降,并且分形结构增强了催化剂颗粒与反应物的接触,提高了CO的转化率。
Ten Thij等人[32]发现在分形网格可以有效提高沼气以及合成气等能源的燃烧效率,这是因为使用分形网格,可以很好的将氢气富集,并且分形结构的使用,增大了火焰燃烧的安全范围,为其在工业中的应用提供了广阔的前景。 Xu等人[33]发现使用分形理论在研究计算多孔介质材料中的传热现象时,有很好的效果,于是使用分形理论,计算石墨泡沫材料的分形维数,并以此为基础建立数学导热模型,并在之后成功计算石墨泡沫的有效导热率,且最终计算结果与实际测量值几乎相同。Liu等人[34]研究了在树脂颗粒存在的情况下,气液固循环流化床中,影响其循环流分形维数的因素,结果表明,分形维数可以很好的从几何学角度描述该流型特征,较高的固体以及气体留存率会导致分形维数有所增大。
1.4 3D打印技术
1.4.1 3D打印技术的应用
对于结构较为复杂的结构,例如具有分形结构的产品零件,使用传统制造生产方法并不能快速准确的制造,从而一定程度上限制其应用,但是3D打印技术的迅速发展,为制造分形结构反应器提供了一种有效途径。3D打印制造的优势在于可以成型快速,不需要传统中的制造模型等过程,所以定制方便,放大方便,打印过程灵活,关键是可以在实验有了新想法之后可以迅速进行结构改进和想法的实现。另外,3D打印在打印精度方面也有独特的优势:其精度已经可达到0.025 mm/层。以上优点使得3D打印技术经过多年的发展在科学研究以及实际生产过程中得到越来越多的应用。在工业设计方面,3D打印技术能够制作各种工业原型,它为产品的反复检测与修改提供了更加便捷的方式,并且能够不断的迭代优化,保证设计和产品的一致性。在产品设计方面,3D打印手板能够检测和完善设计,避免开模后发现问题,造成巨大损失。在制作模具方面,3D打印技术制作模具省时省力,而且几乎不受零件的形状与结构的任何约束,包括复杂曲面。3D打印这项新生技术,应用在医疗健康领域可以打印生物组织以及骨骼,让身体残疾的人变得健康[35]。在医疗卫生方面,利用医学影像,3D打印可以完成包括外科手术辅助导板、医疗教学模型、齿模,与植入人体的多孔骨、膝关节假体等在内的多种医疗用具。在制造业方面,3D打印技术大幅度降低汽车开发和制造成本,可以打印包含汽车零部件、航空零部件等精细零部件。Wei Yu等[36]使用3D打印技术,打印的碳纳米管微型超级电容器不但具有显著的面积电容,而且经过多次循环使用,其性能并未有明显地下降。综上所述,3D打印技术拥有快速成型、单个成本低、打印灵活和不受部件形状制约等优点,与传统加工制造业相比具有独特的优势。
除了上述工业应用外,科学实验研究所使用的反应装置制造也是3D打印应用的一个重点方向[37, 38]。Philip J. Kitson[39]通过3D打印获得了廉价,易于定制的反应釜,并且在制备中途放入反应底物,之后继续打印至完全封闭再继续进行反应,这增强了反应釜的密封性。除此之外3D打印的方式放大简单,打印过程灵活的优势也得到了体现。Yunhua Li等[40]通过3D打印技术将催化剂粉末进行整体式制备,打印出了常规制造方法无法实现的催化剂与载体,并且可以很方便地优化结构改善其性能。我们课题组也曾经利用该技术成功制造了具有复杂分形仿生结构的光生物反应器[5]和换热器[41],分别用于强化二氧化碳的吸收以及换热过程,起到了理想的强化作用。
1.4.2 3D打印技术定义
3D打印的技术特征是增材制造技术,它是一种使用3D打印材料逐层进行堆积,最后相互连接形成所需产品新兴制造技术。作为一种信息时代新兴的生产技术,它可以与信息化等技术相互配合,大大提高生产效率,降低资源浪费,这种技术中综合了数字建模技术,信息技术以及物理和化学技术等,是一项具有很高技术含量的新兴生产方式。它改变了传统生产制造方法中依靠切削或者热处理熔铸等减材制造的生产模式。3D打印使用增材制造的生产模式,这意味着材料不会因为切削等操作而产生边角料造成额外的浪费,每一份材料都会得到充分利用,这在一定程度上减少了生产过程中的成本。另外,因为它并不需要传统方式中模具制造等过程,这种生产方式十分灵活,制造单件或者小批量产品的能力十分出众,使小批量产品的加工方式有了革命性的改变。
3D打印技术使用的材料可以大体分为两种。有机高分子材料与无机材料。其中,有机材料包括:ABS、聚碳酸酯以及环氧树脂等塑料材料;环氧丙烯酸以及一些不饱和聚酯组成的光敏树脂材料;动植物胶以及纤维素等组成的高分子凝胶材料;纤维增强树脂基等组成的一些复合材料。无机材料包括;金属材料,陶瓷材料以及石膏材料[42]。
现有的3D打印技术根据产品成型方式的不同,主要分为以下几种:
光聚合3D打印技术SLA(stereolithography):使用最多的3D打印制造技术之一,现今为止发展最为成熟。其主要原理是使用适宜强度和波长的激光照射光敏材料,使光敏材料一层层进行固化,最后堆叠在一起,形成我们想要的三维实体。
选择性激光烧结SLS(SelectiveLaser Sintering):发展日趋成熟的技术之一,它的原理是将低熔点的金属材料与高熔点材料进行混合,并用具有高能量的激光进行照射并使低熔点材料熔化,并利用该种材料作为粘结剂,将高熔点物质一同进行连接,经过一层层材料的熔化和粘连,最终形成所需三维实体的过程。在生产过程中,由于高熔点材料并未被激光熔化,因此,成型的三维实体存在一定缺陷,这将导致材料易碎以及不够坚固等缺点。
选择性激光熔化SLM(Selective laser melting):也是本课题选用的3D打印的方式。其主要原理与SLS相似,同样使用激光作为能量源,首先使用三维CAD软件将所需图形进行切片处理,规划激光照射路线,然后将打印材料铺就在料盘中,激光将以规划好的路径进行移动,逐层熔化金属粉末床层中的打印材料,熔化后的金属粉末再经过快速凝固的过程,达到冶金结合的效果,最终获得模型所设计的金属零件。该技术为直接成型技术,与SLS相比,其成品几乎没有孔隙存在,因此通过这种技术生产的金属零件,具有更良好地力学性能以及精度。
直接能量沉积DED(Directed Energy Deposition):即使用仪器将金属丝或者粉末送至加热端进行融化,并以此进行产品零件的加工与制造。DED工艺的复杂几何造型能力较低,一般需要进一步的机械加工来得到最终产品,但是它在产品尺寸以及加工速度方面具有一定的优势。
分层实体制造LOM(Laminated Object Manufacturing):主要使用纸或塑料薄膜等片状材料进行生产。其主要原理是,首先将所需打印实体的横截面轮廓数据逐层进行提取;然后按照提取的数据模型,将打印材料一层层进行切割,得到每层应有的横截面形状;接着照上一步的方法完成每一层的切割任务,并逐层将它们粘合在一次,最终形成所需产品。LOM的打印方式,因其打印方便,所需材料简单,打印速度快,常被应用于模具与模型的制造,但是预处理和后处理方式复杂,而且由于它的打印特性,并不适合用于制造具有中空结构的三维实体。
熔融沉积成型FDM(Fused Deposition Modelling):主要使用热塑性塑料作为打印材料,能量源一般是带有加热功能的打印喷头。主要原理为首先将丝状材料加以熔化,融化后的打印材料以通过类似蚕吐丝的方式在计算机的控制以及工作台的配合下通过打印喷嘴向外喷吐,形成一层所需要的特殊形状,并慢慢凝固,在一层制作完成后,工作台下降一定高度,丝状材料将继续被喷出,然后粘结在前一层已固化的材料之上,最终,通过逐层粘结产品得以形成。FDM具有打印速度快、使用方便以及维护简单等特点,但是该种方法也具有成型精度差,成型结构粗糙等劣势。
1.5CFD模拟
1.5.1 CFD模拟的定义
CFD( Computational Fluid Dynamics):即计算流体动力学。它是一种新兴模拟手段,它利用计算机强大的计算功能与科学公式结合,对流体动力学过程进行快速地计算推导和模拟,以期贴近甚至真实表现流体的真实流动状态,随着多年硬件与软件的发展,模拟软件的结果越来越贴近真实。这种模拟方式的基本原理是利用微分方程对流体流动进行控制,接着数值求解,得出流体流动的流场在连续区域上的离散分布,从而近似模拟流体流动情况。通俗来讲,CFD模拟技术是一种计算方式,根据各种微分方程以及守恒方程为基础,对不同情况下的流体进行计算,在计算机中进行相应的“虚拟实验”。而计算结果以便于理解的速度、温度以及压力场图像等直观地表示出来,便于科研人员进行理解。随着电脑技术和数值计算技术的发展,CFD技术可以计算的情况越发复杂和精细,它可以模拟几乎所有情况下的流体流动,为科学研究提供了一种有效地辅助和验证工具。
一般CFD模拟软件处理流体问题包括以下几个主要步骤:数学建模、数值算法求解和结果可视化。
数学建模:即将所需解决的问题进行数学描述,将实际情况以数值的形式输入计算机中,结合各种数学模型如湍流模型、层流模型以及各种控制微分方程进行计算机求解。
数值算法求解:一般是模拟程序的第二步,数学模型建立之后,利用各种微分方程相互耦合的特点,按照一定程序进行数值的计算,计算流体参数并以此为基础在一定程度上预测流体流动状态,而问题求解的一般方法是使用数值计算。而数值计算要求将时间问题的求解区域加以离散,一般经常使用的离散方法有三种,分别为,有限容积法、有限差分法以及有限元法。
结果可视:使用代数方程求解实验的结果,最终以大量的数值形式输出,这种结果不能直观得表示分析结论,并顺利应用于工程和实验指导。因此,为了更加直观的将大量数据加以表达,CFD模拟软件中一般包含结果可视化的功能。通过计算机图形学等技术,我们可以将便于理解的流线图、速度场分布图、温度场分布图以及压力场分布图等代替大量的数据进行输出,直观表达流体流动状态以便于非专业人士理解。随着CFD模拟技术的发展,结果可视化的程度越来越高。
对比常规实验方式,计算机模拟具有其不可替代的独特优势。我们通常使用模型实验得到所需要的各种实验数据,但是模型实验具有其局限性,前期准备步骤较多,准备时间过长,并且实验周期较长,以及实验装置搭建,实验药品以及用具的购买需要花费高昂的试验费用,对于不同实验条件,灵活性较差。除此之外实验的可重复性较差以及偶然误差很难得到避免,普通实验的周期可能长达数月以上,并不能在实际工作中被轻松采用。但是CFD模拟却可以避免上述模型实验的缺点,只需在计算机建模的它实验费用少、计算速度随着计算机性能的发展在日益增长,并且它可根据不同工况的需要灵活改变实验参数以得到更多更全面的实验数据,因此,这种模拟实验的方法受到越来越多科研人员的关注。
虽然CFD方法由以上种种优势,但是不可否认,它的结果可靠性还受到质疑,并且有时需要实际试验验证计算结果,而且一些实际问题并不能找到适宜计算的数学模型,这都影响了它的进一步应用。但随着计算机软件和硬件的日益革新,模拟计算结果将会变得越来越贴近实际,而它也将成为科学研究中重要的科研工具。
1.5.2 CFD模拟的应用
自1910年开始, 英国科学家L. F. Richardson[43]耗费七年时间,试图利用模拟计算的方法求解方程从而预测天气,虽然最后他失败了,但是他的这项工作却是计算流体力学(CFD)诞生的标志,因为这是人们第一次试图使用模拟计算技术解决实际问题。随着近些年来计算机科学越来越深入的发展,CFD技术已经发展到相当多的行业,汽车制造、军工国防、航空航天、化工医疗、建筑建造、环境保护和生命科学等各个领域都有CFD技术的身影。
在汽车领域中,CFD技术可以研究空气动力学,减少汽车能耗,增加汽车行驶速度。Wang等[44]利用CFD技术获得各种气动阻力模型,与自由变形技术相结合研究汽车优化减阻问题,最终结果显示最优模型条件下气动阻力系数减少了4.09%。化工领域中,CFD技术可以模拟如板式塔、输送管路以及换热器等多种化工装置中的流体情况用以排除故障,估算性能或者优化性能。Chen等[45]使用双欧拉模型对其所设计的鼓泡型高效精馏塔盘进行气泡状态模拟,结果表明在相同操作条件下,使用破泡装置可以将大气泡破裂小气泡,增大塔板中的气含率降低气体上升速度,正常气体停留时间,增高鼓泡层。增大破泡装置附近湍动强度,一定程度上阻碍气泡聚并,提高传质效率,该研究结果对鼓泡塔结构设计以及塔板性能的优化具有指导意义。另外,CFD技术可以指导建筑方面的通风以及空调等问题。Hong等[46]利用开源CFD模拟软件模拟农业建筑的自然通风情况,并研究不同精度的网格尺寸以及湍流模型对模拟结果准确性的影响,得到了模拟的最佳条件。CFD模拟还可以应用到生命科学领域,治疗人类疾病。Yousefi等[47]利用计算流体动力学来研究由表面声波驱动的新型雾化技术产生的药物颗粒的运输和沉积,使用计算机技术在几何上重建的矽肺模型,得到了与实际情况相同的结论。
1.6 课题研究内容与创新点
1.6.1 研究内容
本课题主要目的是研究微气泡对于烯烃氢甲酰化的强化作用,以及分形结构对气体分布以及微气泡流动状态的增强作用。具体研究思路为:首先利用商用常规管式气体分布器来产生微气泡,并使用高速摄像机以及图像处理软件对冷模实验产生的微气泡进行表征,确定微气泡性质与实验操作条件之间的关系。该影响规律可以类比到其他类似气泡产生方式的微气泡发生器之中,以便得到更加优质的微气泡。之后将合成气以微气泡的形式通入到反应溶液中进行氢甲酰化反应研究,研究微气泡性质以及实验操作条件与反应结果的关系,并以此为基础,指导分形微气泡反应器的实验研究。
烯烃的氢甲酰化反应体系选择具有代表性的液态长链烯烃1-己烯作为反应底物,三苯基膦作为实验配体,二羰基乙酰丙酮铑作为催化剂。主要探究温度、压力、反应气体流速和微气泡状态等因素对反应结果(醛类产物产率以及产物正异比)的影响,并与常规搅拌釜式反应器的反应结果进行对比,验证微气泡的强化效果。
此外,本课题还利用仿生分形理论来设计树形分形气体分布器用以优化以及改进反应器中气体分布器结构,由此来提高分布器的气体分布性能。同时为了保证分形结构修改的灵活性以及使用的快速性,分形分布器利用3D打印技术制作完成,并经过多次修正改进,成功完成实验设想。实验发现相较于商用常规管式气体分布器,该分形气体分布器使得反应器中微气泡粒径以及空间分布更加均匀。同时,微气泡质量更优异,有利于进一步加强反应中的气液传质从而强化了1-己烯的氢甲酰化反应。
1.6.2 创新点
本课题创新性地在烯烃氢甲酰化反应中引入微气泡作为气相反应物的存在形式对该气液反应进行强化,利用微气泡比表面积大、传质效率高、溶解性好等优点使得烯烃氢甲酰化反应更加迅速,更加彻底。
在证明了微气泡可以有效强化烯烃氢甲酰化反应的同时,进一步提出了强化该反应体系的构想并加以初步完成。主要手段是:基于分形仿生理论创新性地设计了新型结构的分形气体分布器,并且使用选择性激光熔化SLM打印技术经多次修改最后成功打印该气体分布器,完成实验设想。并且利用高速摄像机拍摄了不同分布器下的产生气泡的状态,证明了分形结构可以进一步优化气体分布,产生直径分布和空间分布更加均匀,数目更多的微气泡。并再次利用1-己烯的氢甲酰化反应验证了分形分布器的优势,证明将其应用到烯烃氢甲酰化反应中可以通过优化微气泡存在形式来进一步强化该反应。本文的研究思路,微气泡强化传质受限的气液反应的应用以及新兴技术如3D打印技术等与实验室规模试验的联动具有一定的指导意义,并在展望中提出了之后的研究方向。
第2章 试验装置与研究方法
2.1 实验原料与仪器
表 2.1实验主要试剂
Table 2.1Experimental reagents
| 试剂 | 规格 | 生产厂家 | |
| 甲苯(C7H8) | 99.00% | 国药集团化学试剂有限公司 | |
| 1-己烯(C6H12) | 99.99% | 国药集团化学试剂有限公司 | |
| 三苯基膦(C18H15P) | 99.99% | 国药集团化学试剂有限公司 | |
| 二羰基乙酰丙酮铑(C7H11O4Rh) | 99.99% | 国药集团化学试剂有限公司 | |
| 正辛烷 | 97.00% | 国药集团化学试剂有限公司 | |
表 2.2实验主要气体
Table 2.2Experimental gas
| 气体 | 规格 | 生产厂家 |
| 合成气(H2/CO=1) | H2(48%),CO(48%),N2(4%) | 上海浦江特种气体有限公司 |
| 氮气(N2) | 99.99% | 上海浦江特种气体有限公司 |
表2.3实验主要仪器
Table 2.3Laboratory apparatus
| 仪器 | 规格 | 生产厂家 |
| 分析天平 | JY3002 | 上海舜宇恒平科学仪器有限公司 |
| 磁力搅拌器 | D2010W | 上海美颖浦仪器制造有限公司 |
| 集热式磁力搅拌器 | DF-101S | 上海予华仪器有限公司 |
| 气体质量流量计 | D07-23FM | 北京七星华创有限公司 |
| 气相色谱
气质联用色谱 | GC-2014
Agilent (7890A-5975C) | 岛津企业管理(中国)有限公司
安捷伦科技(中国)有限公司 |
| 高速摄像机 |
2.2 微气泡强化烯烃氢甲酰化反应
2.2.1 微气泡反应装置
图2.1为探究微气泡对烯烃氢甲酰化强化作用的实验装置的示意图(a)、实物图(b)和用于拍摄气泡状态的透明反应器实物图(c)以及图2.2为采用的商用直管式微气泡发生器的设计图(a)、尺寸示意(b)和实物照片(c)。
如图2.1 a&b所示,1-己烯的氢甲酰化实验装置主要包括四部分,分别是产生微气泡的微气泡发生器,加热以及控制温度的温度控制系统,控制压力的压力控制系统,以及密封和承载反应溶液的反应器。该反应器内部空间为圆柱形,其内径为44mm,高为90mm。使用密封橡胶圈以及法兰螺丝固定和密封,实验时,使用油浴锅对其进行加热。如图2.2所示,常规微气泡发生器材料为不锈钢,经由烧结而成,其具体尺寸可以在图2.2b中得到,其微孔孔径大小为20μm,入口直径为5mm,高20mm,筒体直径为10mm,其上连接一个长80mm,内径5mm的钢管用于气体进入。该微气泡发生器用于微泡反应器(图2.1b)中的烯烃氢甲酰化反应,并用于相同大小的玻璃反应器(图2.1c)中,用于表征所产生的微泡。
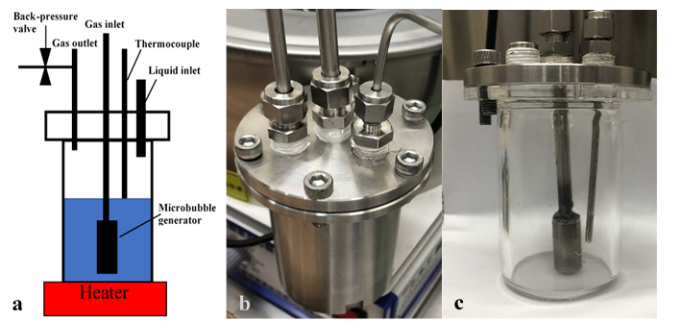
图 2.1微泡强化烯烃氢甲酰化实验装置
a:原理图 b:微泡反应器的实物图 c:用于微泡表征的玻璃反应器
Figure 2.1Experimental device for microbubble mediated hydroformylation. a: schematic diagram, b:photo of microbubble reactor, c: glass reactor for microbubble characterization.
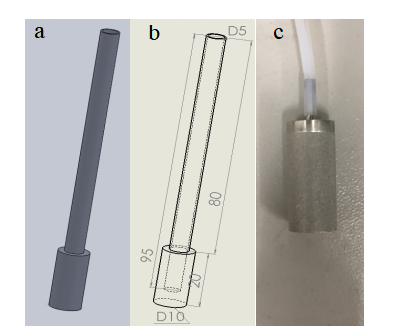
图 2.2商用管式微气泡发生器a:示意图,b:尺寸信息,c:照片
Figure 2.2Commercial tube microbubble generator.
a: schematic diagram, b: size details, c: photo
2.2.2分形气体分布器
除了使用商用管式分布器进行反应之外,本课题中还同时进行了分形分布器的设计和打印。本实验中采用金属粉末打印分形分布器的方法将其打印成为完整的结构。如图2.3b所示,分形分配器的进口管的内径为5mm,等于商业管分配器的内径。进口管分为5个水平分支(第1支),每个支管内径为1.4mm,长度为5.5mm.在每个水平分支的末端,连接一个与水平管道长度和内径相同的垂直管道,然后每个垂直管道分成五个水平分支(第2支),每个分支直径为1.0毫米,长度3.95毫米。与第1支类似,每个第2支水平管道与一个长度直径相同的的垂直出口管相连。因此出口管总数为25根.采用上述设计,使气体出口总截面积与主进口管保持一致,保证进出口气体流速相等。此外,值得注意的是,由于在3D打印过程中需要去除内部空间中的金属粉末,分形结构和分支内径的总水平受到制造技术的限制,需要进行多次调整才能完成设计构想,不论是分形几何构造还是具体几何参数,都需要结合实验情况以及3D打印技术进行实际设计。分形分布器打印之后,在其出口表面焊接了一层不锈钢材质的圆形微孔薄膜。该微孔膜厚度为2 mm,直径为37 mm,平均微孔尺寸为20 μm,与商用管微泡发生器一致。
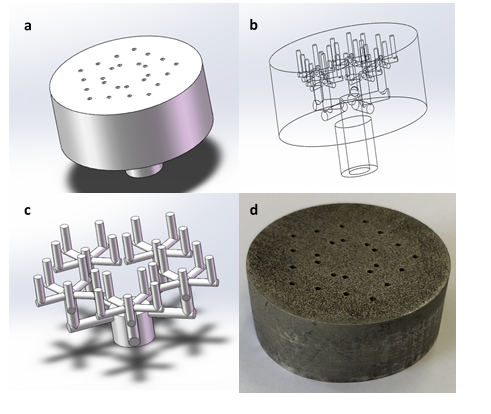
图 2.3分形微气泡分布器.
a草图 b结构图 c通道结构 d实物图
Figure 2.3Fractal microbubble distributor
a diagram, b rendering, c channel structure, d final 3D printed distributor.
该分形微气泡分布器采用金属3D打印技术。首先使用Solidworks画图工具将需要打印的3D打印实体绘制成功,其形状以及尺寸参数将严格按照实验设想以及3D打印技术可以完成的成都进行设计。设计完成后还要进行理论论证,证明该分布器确实具有强化气体分布的作用而且必须考虑到3D打印机性能是否可以满足我们的要求,如果有一方面不能满足要求,就需要进行一定的设计参数修改。在确定需要进行打印之后,我们将设计好的3D打印图纸以3D打印机配套软件可以正确识别的格式输入到控制该电脑软件中进行切片处理,经过软件处理之后确定摆放的方向以及支撑位置和数量,以最适合打印机打印的方式开始进行正式打印
打印步骤为:首先在基板上铺就一层金属粉末,从扫描振镜中透射出的激光束会根据软件的切片结果在控制下按照一定的路径快速照射金属粉末,金属粉末会迅速融化凝固并形成一层冶金熔覆层,接着基板会下降与单层打印厚度相同的高度,继续铺设一层粉末继续进行激光照射加工并与上一层粘连在一起,最终多层熔覆层组合,粘连在一起形成我们想要的3D打印实体。
3D打印完成后,我们还需要进行后处理工作,主要作用是将通道内的残留固体清理干净以确保孔道畅通。首先是孔道内多余固体粉末的清除,主要手段为高压气水枪的吹扫,以及使用细针状物体挑出等;之后还可以进行表面的多余部分的打磨,如有需要还要进行抛光和上色等步骤以确保打印物体的美观。这些后处理工作繁琐且耗时长,虽然不是3D打印的主题步骤但是必不可少,如果不能成功进行后处理操作,这将导致我们所需要的3D打印物体性能大大降低。3D打印的后处理工作是可以考虑改进优化的一个部分,如果能够得到有效地改进,可以使得3D打印的效率大大提升。
本实验中所用到的分形气体分布器并不能单独使用产生适合反应的微气泡,为了产生直径尺寸小的微气泡还需要在分布器的出口处焊接一层厚度2mm,直径37 mm,微孔直径20 μm的微孔金属滤膜。最终成型的分形分布器将放入图2.1所示的反应器和微气泡表征装置来产生微气泡进一步强化烯烃的氢甲酰化反应以及进行气泡性质的表征。
2.2.3氢甲酰化反应实验流程
本课题研究中,我们首先进行了氢甲酰化反应溶剂的筛选试验。使用过的溶剂包括甲苯、乙醇、DMF、丙酮以及二甲苯等,除了甲苯之外其余溶剂均存在醛类产率不高或者因其自身易挥发造成产物流失以及对反应器密封项圈造成溶解以致密封失败等问题,所以最终选择甲苯作为该反应体系的溶剂。
微气泡环境下的氢甲酰化反应实验流程如下:首先量取80 mL甲苯于烧杯中,接着量取1.716g 1-己烯、0.0156g二羰基乙酰丙酮铑Rh(acac)(CO)2以及0.1564g三苯基膦在烧杯中混合。使用磁力搅拌装置,将上述反应原料搅拌15min,使之混合均匀。与此同时,将反应装置安装密封完毕后先使用氮气吹扫15min,之后打开加料口在氮气环境下加入已经混合均匀的反应溶液。封闭容器后继续鼓入氮气15 min排除体系中的空气,以防止高温下催化剂以及配体与氧气反应失活。之后将反应器放入油浴锅中并设置实验温度,考察温度范围为60-100℃,每10℃设置一个考察点,考察温度对反应活性的影响。热电偶和油浴锅组成温度控制系统。与此同时,背压阀与压力探测器组成压力控制系统,反应压力设置在0.1-0.9 MPa。反应压力由压力传感器以及背压阀控制,主要考察压力变化对反应效果的影响。当反应初始条件达到设置好的反应温度、反应压力之后关闭氮气,开始向反应器中输送合成气,合成气通过微气泡发生器成为粒径在200-600μm范围内的微气泡,考察设置气体流速10-40 mL·min-1的情况,每10 mL·min-1设置一个考察点。在输送合成气开始时进行计时,使反应进行30-120 min后停止合成气输送。每30 min设置一个考察点,研究反应速率随时间的变化。反应结束后打开气体阀门进行泄压,并将反应器放入冰水混合物中降温。待温度达到室温后(25℃)打开反应器收集反应产物。每次实验之后至少还需在相同条件下重复两次,以确定实验所得数据科学有效。
在目前的工作中,首先在带有商用管式微气泡发生器的反应器中检查了气体流速,压力,温度的影响。此外,还利用分形微气泡发生器研究了加氢甲酰化性能。在烯烃氢甲酰化实验中,测定了最佳反应条件,在之后采取的反应标准条件如下:T = 80℃,0.5 MPa,0.25 M 1-己烯,5×10-4M Rh,5×10-3M三苯基膦和30 mL.·min-1的气体流速。
2.2.3产物分析方法
氢甲酰化反应产物由GC以及GC-MS进行测量。GC分析采用岛津GC2014,使用SH-Rtx-Wax极性色谱柱,检测器类型为火焰离子化检测器。GC的参数设置为:检测器温度280℃,烘箱温度50℃,保温1 min,之后以25℃·min-1的速度升温至200°C保温23 min,设置氢气流1.5 mL·min-1,氮气流量为;分流比1:50,注射体积设定为1μL。总体流程时间为40 min。
GC-MS采用安捷伦7890A-5975C,配以HP-5柱,同样使用火焰离子化检测器。设定GC-MS参数为:探测器温度280°C,将初始烘箱温度55°C保持1 min,然后以1°C·min-1的速率升温至70°C,然后以5°C·min-1的速率升温至120°C,然后以2°C·min-1的速率升温至180°C,180°C保温5min。氢气流量为1.5ml·min-1,氦流量为20ml·min-1,分裂比为1:50,注射体积为1μL。总体流程时间55min。
通过上述方法,可以很好地分离和分析氢甲酰化反应的反应底物:正己烯,主要产物:直链醛(n-己醛,L)和支链醛(2-甲基己醛,B),副产物异构体己烯(2-己烯,3-己烯)。
醛类物质总的产率可以使用公式2.1计算:

这里ML是直链醛的物质量浓度,MB是支链醛的物质量浓度,MS是反应物中1-己烯的物质量浓度。
而反应结果中正异比L/B (直链醛与支链醛的比率) 可以使用下式2.2进行计算:
![]()
![]()
2.3 反应釜实验过程
本研究中,我们还采用传统的搅拌式反应釜进行氢甲酰化反应研究,从而对照微气泡的强化效果。具体实验流程如下:

图 2.4搅拌釜式反应器(a) 反应器外观, (b) 反应器内部
Figure 2.4Stirred batch reactor, (a) appearance of the reactor, (b) inside of the reactor
图2.4是我们进行实验所使用的常规间歇反应釜的照片。其中,搅拌是通过磁力搅拌器与磁子配合实现的,通过浸入式油浴锅自带控温装置控制反应温度,背压阀与压力探测器共同作用控制反应压力。反应器中总共可以放入七个反应瓶,以便进行平行实验避免实验误差。
量取20 mL甲苯于烧杯中,接着量取0.429 g1-己烯、0.0026 g二羰基乙酰丙酮铑Rh(acac)(CO)2以及0.0264 g三苯基膦在烧杯中混合。在磁力搅拌器上将上述反应物搅拌15 min使之混合均匀。将配置好的反应溶液放入3个装有磁子的敞口玻璃样品瓶中,密封反应器。首先氮气吹扫3次,彻底排除反应器中的空气,然后将反应器放入油浴锅中加热到80℃,使用合成气排除多余的氮气3次,接着向反应器中充入合成气至0.5 MPa。将反应器放入油浴锅中继续加热,此时反应开始进行。待达到指定的反应时间后,将反应釜放入冰水混合物中冷却降温,再打开反应釜,取样进行检验。产物分析方法同2.2.3所述。
2.4 微气泡状态的研究
在本课题中,研究了不同反应条件下微气泡的存在状态。为了安全环保,尽量避免使用有毒有害化学品甲苯进行冷模状态的研究,同时为了尽可能还原烯烃氢甲酰化实验时的微气泡状态,特选取与所使用的溶剂甲苯黏度近似的无毒溶剂正己烷进行研究。
2.4.1 气泡粒径
在本研究中,我们使用非浸入式高速摄像机(CCD)拍摄透明反应器(图2.1c)中不同条件下的气泡图像,再利用MATLAB成像程序采集处理软件处理一系列图像,处理过程包括:图像背景去除、图像增强、二值化处理、图像形态学处理和粒子空洞填充和测量等[48],获得气泡平均尺寸分布,使用以下公式计算索特尔半径:
2.4.2 气含率
气含率是鼓泡反应器中一个重要参数。它描述了气体体积占总体积的分数,气含率越大表明更多的气体存留在反应溶液中。体积膨胀法是测量它的一种有效方式,故被采用,其公式如下:

其中HL是静态液体液位,HG是鼓泡后的液体液位。
2.4.3 体积传质系数
气液反应中,两相之间的传质是影响反应是否能够更快更彻底进行的一项重要因素。本课题中也对微气泡体系下的体积传质系数进行了考察,它与气液表面接触面积、气体速度、以及液体粘度等因素有关系:
2.5 CFD模拟实验过程
CFD模拟的目的是为了说明图2.3分形分布器与图2.2商用管式微气泡发生器出口处微孔膜前的气体流动情况。首先使用画图软件Solidworks画出与实验条件相同的直管微气泡发生器与分形微气泡发生器,然后将其导入到CFD模拟软件Comsol中进行网格划分与反应条件的设置,接着进行模拟实验,气体物质选择氮气,管道材质选择不锈钢,入口速度设置为0.025m·s-1,采用层流模型,计算分布器出口处的气体流速。
独立性检验:为了说明模拟实验的有效性,进行了独立性检验,利用不同网格精度分别计算不同情况下的分形分布器出口的气体情况,直到网格精度不再影响模拟计算的实验结果,说明最终模拟结果真实有效。
第3章 微气泡状态结果与讨论
3.1 温度对气泡状态的影响
在本研究中,我们首先利用常规管式微气泡反应器考察了温度对气泡状态的影响。选取温度范围30-90℃,每隔10℃拍摄10张照片进行数据汇总,使用图像处理软件得到微气泡的平均直径与温度的关系,并计算平均值。这里选取30ml·min-1流速时的气泡状态拍摄照片,如图3.1所示。
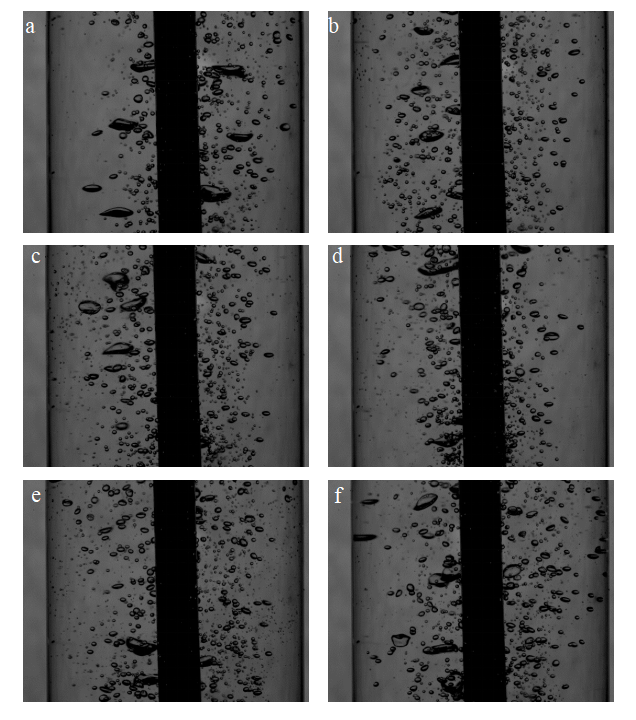
图 3.1流速时不同温度下的气泡状态(a:30℃ b:40℃ c:50℃ d:60℃ e:70℃ f:80℃)
Figure 3.1Bubble state at different temperatures at a flow rate of 30ml / min
(a:30℃;b:40℃;c:50℃;d:60℃;e:70℃; f:80℃)
从图3.1中可以看出相同的流速下,低温条件下随着温度的升高,气泡数目增多,尤其是小直径气泡数目明显增多,大气泡数目减少,可以粗略推测其平均直径降低。但是随着温度进一步升高之后,大气泡数目增多,其平均直径可能会受影响。
为了验证前面的推测,使用计算机软件matlab编写图像分析处理程序软件对气泡进行计数以及直径测量。主要程序处理步骤分别为去除照片背景,画面增强,气泡轮廓二值化,气泡空洞填充以及最后的气泡直径以及数目的计算。另外对气泡直径的测量需要依靠在试验进行中提前测量的标度尺作为图像处理的量度。将大量照片数据进行气泡状态的数据分析之后,进行数据的汇总与计算,最后得到的结果与之前的推测基本一致。
图3.2展示了不同气速下气泡平均随着温度变化的趋势。我们可以看出,同一气体流速下,随着温度的增大,气泡直径呈现先减小后增大的趋势。究其原因,是反应体系温度的升高会显著降低液体的粘度和表面张力,在较低的液体温度下,减小的表面张力是影响微气泡的尺寸主要因素,它的减小导致了微气泡平均直径的减小。该观察结果与Asari等人报道的结果一致[50]。通过研究表面活性剂浓度对气泡直径的影响,作者发现随着表面张力的降低,气泡直径减小。Kazakis等. [51]也得到了类似的结果,并提出了公式(3.1),以说明液体表面张力对气泡直径的影响:
![]()
![]()
其中Fσ是表面张力,rp是孔半径,σl是液体表面张力。 表面张力迫使气泡停留在微气泡发生器的微孔处,因此减小的表面张力可使气泡更快地离开发生器表面,从而产生较小的微气泡。
随着液体温度的进一步升高,粘度的降低成为影响微泡尺寸的主要因素。由于抗粘性对气泡的生长具有抑制作用,因此在降低液体粘度的情况下,气泡会更易生长,相同生长时间的情况下会产生直径更大的气泡,从而导致了微气泡平均直径的增加,Kazakis等[51]提出以下方程式来解释这种现象:

其中Fd表示阻力,ρl是液相密度,W是气泡膨胀的平均速度,ηl是液相粘度。拖曳力随着液体粘度的降低而降低。因此,减小的阻力有助于气泡在孔中生长,从而导致更大的气泡出现在反应溶液中。
综上所述,温度较低时,表面张力的变化是影响气泡直径变化的主要因素,所以升温初期气泡直径随表面张力下降有所下降。随着温度进一步升高,液体粘度变化成为影响气泡直径变化的主要因素。这是因为,只要增加的表面能不能被增加的阻力和惯性力造成的气泡破裂所抵消,那么气泡就会越发有机会聚并在一起形成大气泡[52]。因此,在液体粘度和表面张力两者的共同作用下,随着温度升高,气泡直径的呈现先降低后增大的趋势。
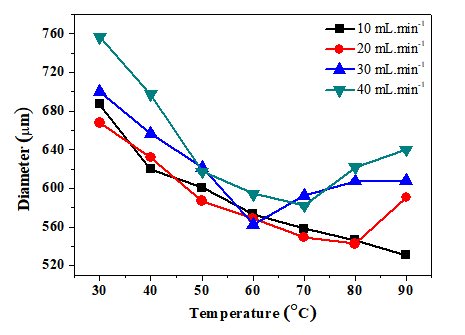
图 3.2不同气速条件下,气泡平均直径随温度的变化趋势
(实验条件:常压;溶剂为正己烷;)
Figure 3.2Effects of temperature and gas velocity on the microbubble mean diameter (Commercial tube microbubble generator, Patm)
3.2 气速对气泡状态的影响
在研究常规管式微气泡反应器气泡状态与反应条件关系的基础上,本课题还进行了3D打印的分形微气泡发生器的气泡状态研究。根据两种不同分布器在相同条件下的实验结果进行对比,进而进一步了解分形分布器适用的实验条件以及其在气液反应中的优缺点。我们研究了不同气体流速(10-40 ml·min-1)下以及不同气体分布器对微气泡状态的影响。图3.3和图3.4分别展示了常规管式气体分布器以及分形气体分布器在不同的气体流速情况下产生的微气泡的流动状态以及气泡尺寸分布统计。
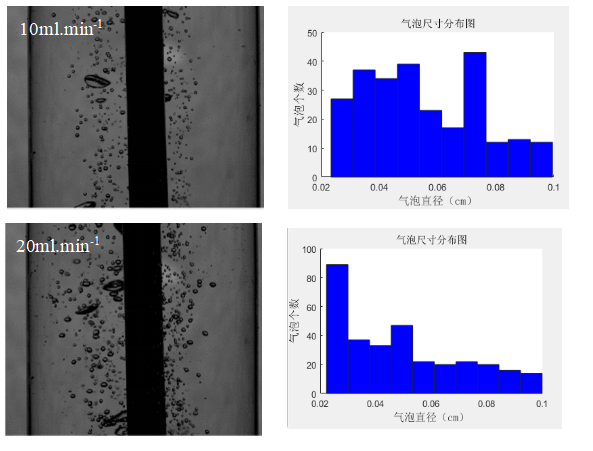
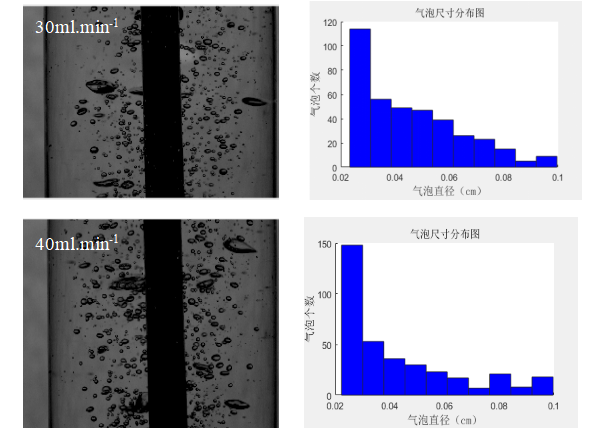
图 3.3不同气速下,常规管式分布器中微气泡状态,左:拍摄照片,右:气泡直径分布统计(常压;溶剂为正己烷;温度:30℃)
Figure 3.3Microbubbles in conventional tube distributors at different gas velocities, left: photo taken, right: statistics of bubble diameter distribution (Patm; solvent is n-hexane; temperature: 30 ° C)
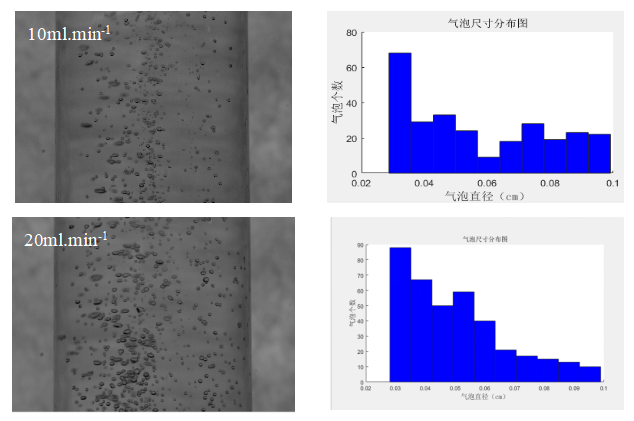
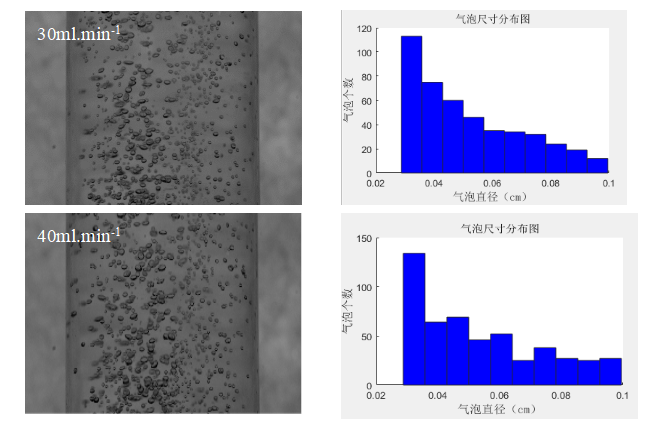
图 3.4不同气速下,分形分布器中微气泡状态,左:拍摄照片,右:气泡直径分布统计(实验条件:常压;溶剂为正己烷;温度:30℃)
Figure 3.4Micro bubble state in fractal distributor at different gas velocities, left: photo taken, right: statistics of bubble diameter distribution (Patm; n-hexane solvent; temperature: 30 ° C)
结合图3.3中左右两组图片我们可以得出结论,在相同温度(30℃)情况下,随着流速的增大气泡直径也有先减小后增大的趋势。根据实验结果推测,这应该与商用微气泡发生器的微孔结构有关。因为金属烧制的过程中并不能保证产生的微孔孔径大小一致,不可避免出现一些大小不均匀的孔道出现,有一些孔径偏大,有一些则偏小。气体在流速低的情况下优先从阻力小处离开气泡发生器,即大孔处离开发生器,这使得气体在脱离不锈钢微孔进入溶液中时会产生较多的大气泡。在流速加大的情况下,更多的小孔有气泡流出,并且高气速会使气泡流动速度增大,在与气泡发生器壁面发生碰撞时会产生足够的剪切力而被粉碎,这使得更多的大气泡被剪切成更小的气泡。因此,随之而来的是更多的小气泡出现,而大气泡数量基本没有变化,从而导致气泡平均直径有所降低。但是随着气速的进一步增加,会有更多的大气泡出现,其中一个原因是更多的气泡出现在溶液中会增加溶液中气泡发生碰撞的概率,碰撞在一起的气泡会发生聚并,产生更多的直径较大的气泡;另外,会有更多的气体从孔径大的孔出去,由于一个大型气泡的直径是小型气泡的几倍甚至几十倍,对气泡的平均直径影响更大,所以气泡的平均直径进一步增大。以上多种原因导致了随着气体流速的增大,微气泡直径有先减小后增大的趋势。
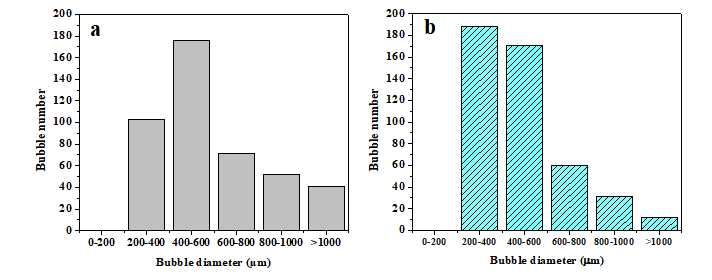
图 3. 5气泡尺寸分布(a) 商用管式(b) 分形微气泡发生器 气速30ml.·min-130 ℃,常压
Figure 3. 5Bubble size distribution(a) commercial tube and (b) fractal microbubble generators with a gas flow rates of 30mL.·min-1(30 ℃, Patm, n-hexane solvent)
图3.5显示了两个不同种类的微气泡发生器的气泡于30 mL.·min-1,30℃时的直径分布示例,可以看出,两个发生器的大多数气泡的尺寸≤1000μm。但是在具体分布上却又有一些不同,分形微气泡发生器产生的小微气泡(200-600μm)是商用管发生器的1.3倍。后者倾向于产生相对较大的微气泡(600-1000μm)。 此外,商用微气泡发生器产生的毫米级气泡(> 1000μm)的数量也增加了至分形生成器中的4倍。这说明,微气泡发生器中,加入分形结构在有效改善气体流动的基础上,可以优化产出的微气泡的直径分布。
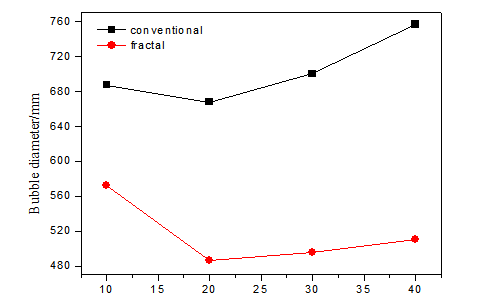
图 3.6常规与分形微气泡发生器中气泡平均直径随气速的变化趋势(常压;溶剂为正己烷;温度:30℃)
Figure 3.6Comparison of the bubble sizes between the commercial tube and fractal microbubble generator (Patm,30℃,n-hexane solvent)
另外,值得一提的是,从图3.3我们不难看出,普通直管式发生器虽然也能产生直径较小的微气泡,但是直径分布并不理想。各种直径尺度的微气泡都出现在反应器中,同时伴随着一些毫米尺度的大气泡。另外,气泡的运动区域一般是在直管中心附近,并未布满整个反应器,从而造成反应器的外围区域没有气泡的死区;而在同一流速下,分形微气泡发生器会产生更多直径在500 μm以下的气泡,且没有毫米级气泡的产生。除此之外,从图3.4我们同样可以发现,相同条件下,分形反应器产生的气泡直径分布更加均匀,并且在反应器中的空间分布也更加均匀,没有明显的气体死区。这说明在气体分布器中加入分形结构可以在一定程度上改善产生微气泡的气体状态,并且能使得气泡在反应器中空间分布地更加均匀,从而促进气液反应的传质过程更好更快的进行。
图3.6用数据的方式对比了不同流速下常规与分形微气泡发生器产生的微气泡的平均直径。从图中我们可以看出,相同气体流速条件下,分形微气泡发生器产生的微气泡平均直径明显低于常规商用管式微气泡发生器产生的微气泡直径。这个结果表明,分形结构可以有效降低微气泡直径。从以上几组图中我们可以得到结论:在设计制造分型分布器时,采用分形结构可以有效优化分布器中的气体分布情况,产生直径分布更加均匀,空间分布更优秀。所以,分形结构的存在可以产生性能更优异的微气泡,可以更好地促进气液传质过程的进行。
3.3 气含率
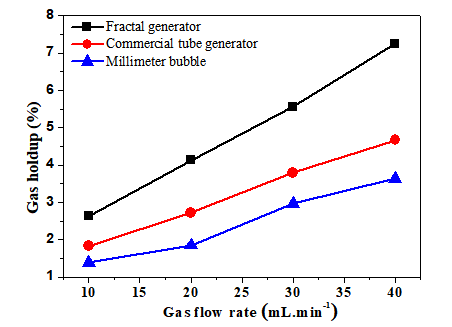
图 3.7流速对不同气泡发生器中气含率的影响(温度30℃,常压,正辛烷溶剂)
Figure 3.7Gas holdup with different microbubble generators ( 30 ℃, Patm,n-hexane solvent)
气含率即气相占气液混合物的体积百分率。图3.7展示了使用竖直管道、普通管式微气泡发生器以及分形微气泡发生器时反应器中的气含率情况。其中直管气体通道即长度150mm,内径4.5mm的不锈钢直管,产生了毫米级别气泡。比较普通管式微气泡发生器和直管气体通道可以看出,在相同的气速下,微气泡可以明显提高反应时的气含率,这是因为相同条件下,微气泡在液体中的上升速度比普通气泡慢得多。相同气体流速下,微气泡可以令更多的气体存在于反应溶液中。这样的优势在于一方面因为停留时间的增长,增大了液体与气体的传质时间,提高了气体的利用率,另一方面更多的气泡存留在反应溶液中也意味着气液接触面积更大,两者共同作用,进一步提高了传质效率。同理比较分形微气泡发生器和普通管式微气泡发生器,我们可以发现因为分形结构的存在,优化了出口气速和气体分布,这使得产生的微气泡被进一步优化,直径更小更均匀,进一步提高了反应器中气含率。
普通鼓泡式反应塔中一般只能通过改变气体流速改变塔中的气含率,其他条件影响较小,使用气体分布器为改变反应器中的气含率提供了另外的一条有效途径。通过改变微气泡的直径分布以及采用不同分布器,同样可以改变气含率,从而得到满足要求的反应条件。
3.4 气液传质系数

图 3.8不同气体流速下不同气泡发生器中的气液传质系数
(30℃;常压;溶剂:正辛烷)
Figure 3.8Volumetric mass transfer coefficients with different microbubble generators
( 30 ℃, Patm,n-hexane solvent)
气液体积传质系数这一参数,可以反应气液反应中气液两相传质效率的高低,较高的有效传质面积导致微气泡具有很大的体积传质系数。而为了证明以上的说法。以及对反应中的传质情况进行表征,证明与本实验中之前推测的结果相同,我们进一步研究了气液传质系数这一参数。
采用2.5.3章节中的计算方法,我们分别对三种不同的气泡发生器中的气液体积传质系数进行了计算,具体结果如图3.8所示。图中气泡种类分别为毫米级别气泡(直径为1mm及以上的气泡)、常规管式发生器产生的微气泡以及分形发生器产生的微气泡。
从图3.8中我们可以看出,三种反应体系的传质系数都随着气体流速的增大而不断增大。这是因为随着气体流速的增大,气体体积的增大导致气泡数目变多,因此气液有效相界面积随之增大,这增大了气液接触传质的可能,所以气液传质系数增加。另外,比较相同条件下不同气泡发生器产气泡的气液传质系数,我们可以发现它们的气液传质系数并不相同。这是因为毫米级气泡因为气泡直径大,同样的气体流量下产生的气泡少而且停留时间短,相界面积也是最差的,这导致它的传质能力并不出色。即使使用常规管式微气泡发生器,只要产生的气泡成为微米级别后,反应体系中的气液传质系数也有明显增加。这是因为随着气泡直径的减小,气跑比表面积增大,相同体积的气体拥有更大的传质面积,这增大了传质效率。随着分形微气泡发生器对微气泡状态的进一步优化,更加均匀并且合适的出口气速通过微孔的剪切,产生了直径分布更加集中,空间分布更加合理的微气泡,气液传质系数得以进一步提高。
气液传质系数对比的结果证明了之前对于微气泡以及分形分布器对气液反应传质的影响推论是正确的。将微气泡引入到气液反应中可以有效提高气液反应的相接触面积,进而提高气液反应的传质效率;而将常规气体分布器替换为分形气体分布器,可以进一步产生更加优质的微气泡,使得反应器中进行的气液反应传质过程进行得更快。
3.5 分布器气体分布状态的模拟
为了证明本课题设计的分形分布器的科学性,我们使用CFD模拟软件comsol模拟了在入口气速相同的情况下,常规管式气体分布器与分形分布器未加装微孔结构时出口气速的分布情况,验证分形结构对气体有二次分布的效果,并且有效地优化了气体速度分布,从而来进一步说明加装微孔结构后产生气泡状态不同的原因。
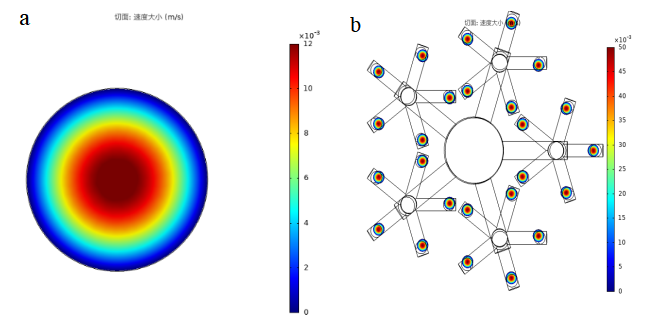
图 3.9出口气速分布(a)商用直管,(b)分形分布器
Figure 3.9Outlet gasvelocity distribution (a) conventional tube(b) fractal distributor
从图3.9a中我们可以看出使用常规管式分布器的出口气速情况并不十分理想,出口气体速度分布为中间明显高于外围,在外围存在气速很低甚至为零的情况。这样表现出的气泡情况就是,中部会有大量气泡出现,但是反应器临近壁面处少有气泡存在,并且也不难理解为何使用常规管式气体分布器产生的微气泡直径分布并不均匀,会有大小气泡均存在的情况,因为即使孔径相同的微孔结构,被差异巨大的气速冲击,也会生成直径不同的微气泡。
使用分形分布器的气体出口气速如图3.9b所示。我们可以发现气速分布情况良好,每一个出气孔的气速几乎一致,并且这些气孔的分布面积很广,气体会均匀进入反应溶液中,不会出现明显的气体死区。并且经过微孔膜的气体气速几乎一致,导致透过微孔膜切割而成的微气泡状态也因此几乎一致,所以气泡直径分布十分均匀。
上述CFD模拟进一步揭示了分形分布器产生均匀直径气泡的原理,它在一定程度上使气体均匀地从各个出口排出,减少了气体速度分布的不均匀性,从而可以产生直径以及空间分布更加均匀的微气泡。
第4章 氢甲酰化反应结果与讨论
4.1气体流速的影响
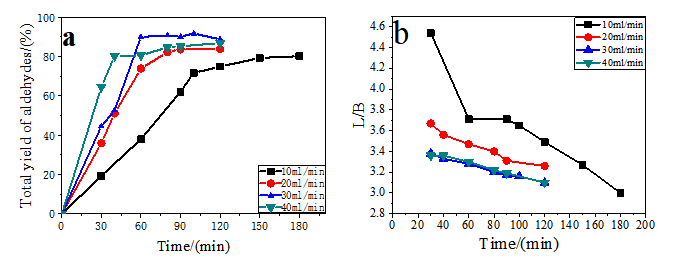
图4. 1不同气体流速下的(a)反应醛类物质产率和(b)反应正异比(L/B)
(常规直管分布器,其他反应条件为标准条件)
Figure4. 1(a) Total yield of aldehydes and (b) regioselectivity (L/B) at different gas flow rates (conventional tube microbubble generator, standard condition).
在普通鼓泡式反应塔中,气体流速是影响反应过程的重要影响因素之一。对于微气泡参与的烯烃氢甲酰化反应,气体流速依然影响着微气泡的直径、数量以及空间分布,并且影响着气液反应中的气含率以及传质系数。因此,在氢甲酰化反应中,气体流速同样是需要重点考察的影响因素。图4.1(a)为不同流速下反应醛类物质总产率随反应时间增长的趋势图。从图中可以看出,气体流速的增加可以在气体流速较低(10-30 mL·min-1)时显著增大反应速率。一方面是因为微气泡的平均直径会在气速较小时随着气体流速的增大而减小,另外微气泡的数目也会随着流速增加而增加,这些原因都增大了微气泡与反应溶液的接触面积和传质效率,从而提高了反应速率;另一方面随着反应原料新鲜的合成气涌入,可以促进反应的正向进行,流入的越快,反应速率越快。但是随着反应流速的进一步增大,气体流速对反应速率的促进作用有所降低,甚至最终可能会阻碍反应的进行,并且最终反应平衡的产率与合成气流速关系不大。这是因为在合成气流速变大的过程中,气泡的大小呈现先减小后增大的趋势,随着大气泡进一步增多,微气泡产生数目有限,对反应的强化有上限。此外,随着气速增大到≧40 mL/ min后,气速过快的合成气会裹挟一部分反应溶液进入到与反应器相连的缓冲罐中,导致一部分反应溶液并不能与合成气在合适条件下发生氢甲酰化反应,而是以原料的形式被吹出反应器,所以醛类产率有所降低。通过上述气体流速对反应产率的影响研究,说明在本实验中气体流速与反应产率并不是简单的正相关关系,即不是流速越大醛类物质产率越高,而是存在最佳的反应气速。而如何选择最佳反应气速,这要求我们既要考虑合成气损耗和实际反应效果以及微气泡的影响,又需要考虑反应效率。经过综合考虑,本实验中认为30 mL·min-1是己烯与合成气反应的最佳气体流速。
如图4.1(b)所示,在所研究的各个气体流量,反应醛类产物正异比(L/B)随反应时间的增加而减小。这是因为随着反应逐渐进行,会有更多的正构醛向异构醛进行转化。将气体流量从10 mL·min-1增加到30 mL·min-1,导致反应正异比(L/B)下降,而将气体流量从30 mL·min-1进一步增加到40 mL·min-1对区域选择性(L/B)的影响可以忽略不计。这进一步说明了气体流速的增大不能无限制的增大反应速率。
4.2压力的影响
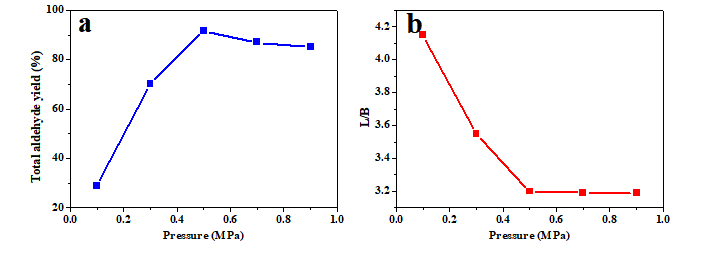
图4.2不同压力下的(a)反应醛类物质产率(b)反应正异比(L/B),反应时间:1h(其他反应条件为标准反应条件)
Figure4.2(a) Total aldehyde yield and (b) regioselectivity (L/B) at different pressures (commercial tube microbubble generator, reaction time 1 h,other conditions are standard ).
对于气液反应,反应气压力同样具有很大的影响。在本研究中,为了筛选最佳的反应压力,我们探究了0.1-0.9MPa下的反应情况。图4.2展示了(a)醛类物质产率以及(b)正异比随着反应压力的变化趋势。我们可以看出,随着压力从0.1 MPa到0.5 MPa不断升高,总醛类物质产率迅速升高,但是随着反应压力达到0.5 MPa之后最终产率不再改变,甚至略有减小。当反应压力从0.5 MPa 增加到0.9 MPa时,它从91.35%略微下降到83.06%。这一现象可能源于高压下气泡状态的改变。而常规釜式反应器所需要的压力都在2MPa以上,有一些甚至需要4MPa以上的压力,这一结果表明,将微气泡引入到烯烃的氢甲酰化反应中,可以有效地降低反应需要的压力。除了反应压力之外,微气泡的状态可能也是主要影响因素之一。得益于微气泡对传质效果的增强,在0.5 MPa的条件下,就可以达到理想的反应结果。
图4.2(b)的结果显示,反应正异比的结果趋势与总醛类物质产率的趋势相反。随着反应压力从0.1 MPa增加到0.5 MPa,反应正异比从4.15迅速下降到3.20,但是随着反应压力进一步增大,反应正异比依然在3.20左右保持相对稳定。
4.3温度的影响
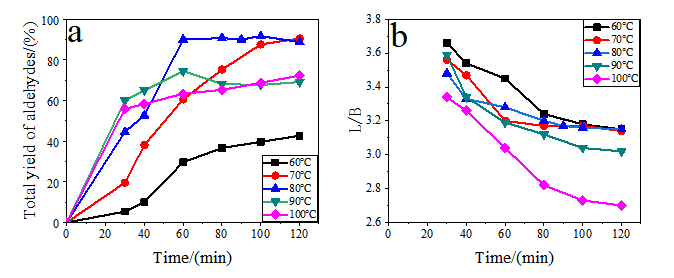
图4.3不同温度下(a)总醛类物质产率和(b)醛类产物正异比(其他反应条件为标准)
Figure 4.3(a) Total yield of aldehydes and (b) regioselectivity (L/B) at different temperatures (commercial tube microbubble generator, other conditions are standard ).
图4.3为(a)总醛类物质产率以及(b)醛类产物正异比(L/B)在不同温度下随反应时间变化的情况。从图4.3(a)中我们可以看出,低温条件下,本反应催化活性很低,反应速率十分缓慢。60℃下,经过120 min反应后,醛类物质产率仅能达到40%左右,而升高温度可以很好的改善反应情况。将温度升高至70℃时,经过60min反应,醛类物质的产率就可以达到60%左右;经过120 min的反应,醛类物质的产率最高可以91%左右。继续升高反应温度至80℃时,反应60 min就可以达到与70℃反应120min同样的反应效果。但是随着温度的进一步增大至80℃之上时,醛类物质的最终产率下降到了72%左右。这是因为,过高的温度增大反应速率的同时也会使得催化剂快速失活,催化剂失活之后反应不再继续进行,所以平衡产率有所降低,并且通过本文3.1中反应温度对微气泡的直径分布的影响我们可以从中得到结论:随着温度的升高,高温下溶液中合成气微气泡的气泡直径会变大,强化反应作用也会相应变差,以上两个原因共同导致了反应产率的降低,这就说明反应需要考虑选择最佳温度。
温度对烯烃氢甲酰化反应醛类产物正异比的影响在图4.3(b)中有所展示。我们可以看出,反应温度的升高不利于正构醛的产生。120 min反应时间条件下,100℃下的L/B仅为2.70,为所有情况下最低的正异比。但是在60-80℃的范围下,最终反应正异比几乎并没有受到反应温度的影响,而是在3.10左右保持稳定。
4.4不同反应器反应情况对比
在本文中,我们还研究了不同反应器对于总醛类物质产率的影响。图4.4展示了使用普通搅拌式反应釜、分形微气泡发生器以及常规管式微气泡发生器进行烯烃氢甲酰化反应的结果对比。从图4.4中可以看出,在20 min时普通搅拌式反应釜有5%左右的产物生成,而常规微气泡发生器有36%左右的产物生成,使用分形微气泡发生器可以产生56%左右产物,比常规微气泡发生器多了20%以上。60 min时,引入微气泡的两个体系先后达到了平衡,最高产率为90%左右,分形微气泡发生器在更早的50 min左右达到平衡,而此时釜式反应器产率仅有45%左右。120 min时,釜式反应器达到了平衡,产率与另外两个反应器最高产率相似,都为90%左右。这有效的证明了在相同的操作条件下,经过分形微气泡发生器产生的微气泡对1-己烯的氢甲酰化反应进行了强化,缩短了反应时间,提高了反应的生产速率。加入分形结构的微气泡反应器进一步提高了气液传质效率,如图4.4所示,在更短的时间得到了更多的反应产物。
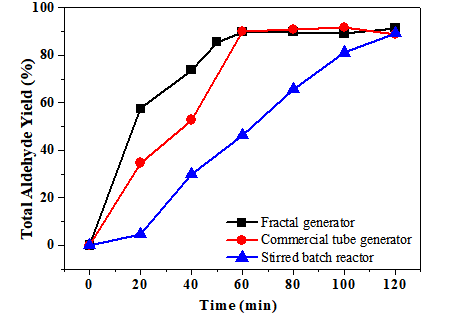
图4.4分形微气泡、常规管式微气泡发生器以及普通搅拌式反应釜氢甲酰化结果对比(搅拌釜搅拌速率500rpm,其他反应条件为标准条件)
Figure 4. 4Comparison of the total aldehyde yields between microbubble reactors and stirred batch reactor (500 rpm for Stirred batch reactor, other conditions are standard).
4.5与文献报道的反应情况对比
表4.1为一些文献中进行反应底物为1-己烯的烯烃氢甲酰化反应的典型例子。通过这些实验条件以及结果,与本文中微气泡反应体系进行比较可以证明微气泡强化1-己烯氢甲酰化反应的有效性:
表 4.1文献报道的烯烃氢甲酰化实验结果
Table 4.1Results of olefin hydroformylation experiments reported in the literature
| 底物 | 催化剂 | 配体 | 时间 | 温度 | 压力 | 产率 | L/B |
| 1-己烯[53] | Rh/负载活性炭 | 2h | 130℃ | 3MPa | 92.1% | 0.8 | |
| 1-己烯[21] | Rh(acac)(CO)2 | CAP | 80 | 3MPa | 58% | 2.3 | |
| 1-己烯[54] | Rh/MOF-5 | 21h | 100℃ | 5MPa | 82.2% | 1.2 | |
| 1-己烯[20] | RhP2 | 三磺化三苯基膦 | 10h | 100℃ | 1.6MPa | 63.8% | 2.5 |
| 1-己烯[55] | Rh( acac ) (CO)2 | 3-苯基磺酸钠-4-叔丁基苯基-苯基膦 | 3h | 100℃ | 1.5MPa | 85% |
催化剂的选择上,大部分实验体系中选择的都是铑基催化剂,因为这是现今实验室规模中最常用的催化剂类型。选择这种催化剂的主要原因是其条件要求低并且催化活性高,可以保证反应实验研究的安全与高效。这与我们选用的催化剂二羰基乙酰丙酮铑结构类似,并且我们选用的配体也都是膦类配体,所以可以将文献中的记载与本实验试验结果进行对比,得到有效地结论。
从实验所需时间上来看,多数文献中记载的实验时间较长,通常在2-20 h甚至以上,这是因为常规反应釜中的传质效率低导致这些试验体系通常需要很长的时间反应才能达到平衡。但是本实验中使用微气泡强化烯烃氢甲酰化反应的实验只需要1h左右的时间,并且基本上反应物已经反应完全,达到了90%以上的反应产率。从时间上考虑,大幅度缩短了反应时间,增强了烯烃氢甲酰化的反应效率。
从温度压力要求来看,常规反应器中使用的温度压力要求都较为苛刻,多数为100℃以上,而反应压力要求大多为2MPa及以上。而使用微气泡强化可以使反应温度要求下降到80℃左右,反应压力下降到0.5 MPa。这说明微气泡的引入,明显降低了反应条件的要求,使反应可以在更加温和的条件下进行快速的反应,这样既节省了能源,又降低实验的危险性并且还能在此基础上强化反应进行。
从最终醛类物质产率上看,使用微气泡强化1-己烯氢甲酰化反应并没有在缩短时间降低实验要求的基础上使该反应的产率有所降低。相反,使用微气泡可以促进了反应的进一步发生,其最高产率为91%左右,与文献中记载的最高水平几乎相同,除此之外,反应达到平衡后烯烃正异比为3.2左右,大大多于常规反应器中的2.0左右,这也就意味着在该反应结束后,产物中直链烯烃含量大于文献中的记载,这说明引入微气泡到反应系统中,可以在保证产率节省时间的同时,还可以使得产品更加纯净,更符合化工生产的分离要求。
第5章 结论与展望
5.1结论
在本研究中,我们提出利用微气泡来增强气液反应的气液传质过程,用于强化1-己烯氢甲酰化反应。分别采用一种商用管式微气泡发生器和一种分形结构的微气泡发生器有效地在反应溶液中产生了直径合适的微气泡。其中,分形微气泡发生器是基于仿生分形理论所设计的,由于其自身具有的一些特性,选用3D打印进行制造。试验总体步骤为:首先用高速相机拍摄微气泡的气泡状态,并利用MATLAB软件对拍摄结果进行分析,然后得到气泡随实验条件(温度、气速等)的变化规律,使得微气泡的状态变得可控。然后将微气泡可控地引入到反应溶液中,使合成气以微气泡的形式与反应溶液进行接触从而发生1-己烯氢甲酰化反应,探索证明微气泡对该典型气液反应的强化作用。
研究反应条件对微气泡状态的影响时发现微气泡总数随着气体流量的增加而增加。随着气体流量的增加(10-20mL·min-1),微气泡直径先减小,然后随着气体流量的进一步增加(20-40 mL·min-1),微气泡直径有所增大。因此,30mL·min-1的气体流量被认为是最佳的进料速率。此外,与毫米级气泡相比,微气泡的存在显著地增强了气液反应中的气含率和气液传质系数。而且与商用管式微气泡发生器相比,分形微气泡发生器的应用可以产生更小尺寸、空间分布更均匀的微气泡。
研究微气泡对于1-己烯氢甲酰化反应的强化时,我们主要研究了进料气体流量(10-40ml·min-1)、反应温度(60-100℃)和反应压力(0.1-0.9MPa)对该反应的影响。由于微气泡状态对气液传质的影响与本征反应动力学的相互作用,随着气体流量和压力的增加,总醛收率先增加后下降。反应温度的影响与气体流速相似,60℃时反应活性较低,120min时醛类物质产率仅为40%左右;70℃反应速率明显提高,120min后产率可达到平衡90%;当反应温度为80℃时,60min后可以达到与70℃相同的产率,醛类物质的的产率约为90%;但随着温度的继续升高,催化剂失活,平衡产率降至72%,因此选择80℃作为最佳试验温度。在探究反应压力影响时发现最佳压力位0.5MPa,这是因为过低的压力会阻碍反应的进行,而且过高的压力不会进一步提高反应速率,也会造成能源浪费。
在上述最佳条件下,在分形微气泡反应器中进行了相同的1-己烯氢甲酰化反应实验研究,发现反应速率可以进一步提高。常规商用管式微气泡反应器20min的醛类产物收率为36%,而分形反应器的收率为59%。常规商用管式微气泡反应器在60 min左右达到反应平衡,而在分形微气泡反应器中55min左右达到了平衡,平衡收率都为90%左右。这一现象有力证明了通过分形微气泡发生器产生的具有更加优良性能的微气泡可以进一步强化烯烃的氢甲酰化反应。
最后,为了证明微气泡的强化效果,采用传统搅拌釜式反应器进行1-己烯的氢甲酰化反应,其实验结果为:在20min时仅生成5%的醛类产物,60min时的醛类产率为48%,最终在120min左右达到平衡,平衡产率为88%。将常规商用管式微气泡发生器与搅拌式反应釜进行比较,可以看出微气泡确实对该气液反应有增强作用,可以有效提高反应效率,缩短反应时间,降低反应条件要求;将常规商用管式微气泡反应器与分形微气泡反应器进行比较,我们发现分形结构可以优化反应器中微气泡的状态,这样可以进一步提高反应速率以促进烯烃的氢甲酰化反应。
本课题较好的说明了微气泡拥有强化1-己烯氢甲酰化的能力,降低反应条件要求的同时还可以促进反应更快进行。并且通过利用3D打印技术等新兴手段,使实验研究中反应器的设计制造更加方便快捷,说明在实验室规模下的科学研究中,3D打印技术可以提供强有力的技术支持,满足我们的科研想法,本课题实验思路对常规的气液两相反应有一定的借鉴意义,为这些反应体系的设计和试验提供了一些经验。
5.2展望
本研究受到微气泡性质与分形理论的启发,设计了一套具有分形结构和微气泡参与的气液反应器系统来强化1-己烯的氢甲酰化反应,并使用3D打印技术帮助完成实验设想。相较于普通微气泡系统优化了常规微气泡发生器的结构,最终产生了性能更加优良的微气泡,并在微气泡强化气液反应的基础上第二次强化了该反应。
鉴于观察到的微气泡的良好性能,本文提出的以微气泡为气体介质的气液反应系统对其他气液传质受限的反应也提供了一种强化的思路。今后我们可以将该微气泡技术应用到更多的反应领域,如氢化反应以及二氧化碳的合成反应等,这类气液反应均受到传质的限制,使用微气泡均有很好的强化前景。同时,对于影响微气泡的性能的因素的研究可以进一步拓广,得到真正可控的微气泡:即直径、数量以及空间分布精确控制甚至气泡流动速度都可以精准控制的微气泡反应系统,这可以为气液反应提供一种有效地,科学的实验强化体系。这需要设计更加合理的微气泡发生器,配合功能更加全面的反应系统,更加精准灵活的控制反应系统压力、温度和气体流速等影响因素,并且使用更加精准精密且自动化的气泡状态测量仪器,排除实验人员操作时容易造成的实验误差,例如使用micro-PIV以及光场相机等,可以了解流场中气泡的各种状态甚至包括实时速度与流动轨迹,并且可以直接电脑自动化操作,减少人为误差。
除以上所述之外,我们需要探索如何得到直径更小的微气泡。本文中的微气泡直径还未达到强化反应的极限,强化效果还可以进一步加强,之后还需更加深入地研究气泡直径对反应的影响,但是这需要得到真正直径可控并且重复性高的微气泡生成系统,更加详尽的了解微气泡生成机理是很重要的。此外,鉴于很多气液反应需要高温高压无氧等反应条件,我们将来还需在研究如何在高温高压等苛刻的条件下产生更加适合实验条件的微气泡上投入一定的精力,这要求改进微气泡的产生手段,并且与之配套的新型的实验系统也需要进行设计和实验,除此之外,如何将反应器变得更加便于清洗,安装更加节省时间,也是之后需要考虑的方面。
另外,本研究虽然证明了微气泡在实验室规模中的反应器情况下,对气液反应具有强化作用,但是这并不能确切证明它有工业实践的价值,所以我们还需要证明在规模放大的情况下,本课题中的这种实验系统依然可以有效强化气液反应,这样才能真的为气液反应提供一个有效地强化手段并为其提供一定的理论基础。因此,该微气泡反应系统的放大将位于在我们的实验研究计划中。目前已经搭建好放大实验装置,并在之后计划进行以升为单位的微气泡强化1-己烯的氢甲酰化实验研究。
参考文献
[1] LIU C, CHEN X-X, ZHANG J, et al. Advanced treatment of bio-treated coal chemical wastewater by a novel combination of microbubble catalytic ozonation and biological process [J]. Separation and Purification Technology, 2018, 197(295-301.
[2] ZHANG MIN S Z, SUN SHANSHAN. Advanced treatment of refining sewage with a new micro/nano-bubble flotation technology [J]. Chinese Journal of Environmental Engineering, 2016, 10(2): 599-603.
[3] JAVED F, SHAMAIR Z, ALI S, et al. “Pushing and pulling” the equilibrium through bubble mediated reactive separation for ethyl acetate production [J]. Reaction Chemistry & Engineering, 2019, 4(4): 705-14.
[4] ZIMMERMAN W B, KOKOO R. Esterification for biodiesel production with a phantom catalyst: Bubble mediated reactive distillation [J]. Applied Energy, 2018, 221(28-40.
[5] ZHAO L, ZENG G, GU Y, et al. Nature inspired fractal tree-like photobioreactor via 3D printing for CO2 capture by microaglae [J]. Chem Eng Sci, 2019, 193(6-14.
[6] RODRIGUES R T, RUBIO J. DAF–dissolved air flotation: Potential applications in the mining and mineral processing industry [J]. International Journal of Mineral Processing, 2007, 82(1): 1-13.
[7] WILLIAM B. ZIMMERMAN B N H, VáCLAV TESAˇR,. On the design and simulation of an airlift loop bioreactor with microbubble generation by fluidic oscillation [J]. Food and Bioproducts Processing, 2009, 215-27.
[8] TAKAHASHI* M. ζ Potential of Microbubbles in Aqueous Solutions_ Electrical Properties of the Gas-Water Interface [J]. J Phys Chem B, 2005, 109(21858-64.
[9] MASAYOSHI TAKAHASHI, † KANEO CHIBA,‡ AND PAN LI†. Free-Radical Generation from Collapsing Microbubbles in the Absence of a Dynamic Stimulus [J]. J Phys Chem B, 2007, 111(1343-7.
[10] XINI ZHANG S S, AND FRANK J. VILLANI. Application of Microreactor Technology in Process Development [J]. Organic Process Research & Development, 2004, 8): 455-60.
[11] SHI YULONG W S, WU GUANG. Study on the mechanism of the micro-bubble formation of pressure dissolved air flotation and application [J]. Industrial Water Treatment, 2012, 32(2): 20-3.
[12] PENG C, LV M, WANG S, et al. Effect of fractal gas distributor on the radial distribution of particles in circulating turbulent fluidized bed [J]. Powder Technol, 2018, 326(443-53.
[13] YASUNO M, SUGIURA S, IWAMOTO S, et al. Monodispersed microbubble formation using microchannel technique [J]. AIChE Journal, 2004, 50(12): 3227-33.
[14] YAMAMOTO K H T S F. Image analysis applied to study on frictional-drag reduction by electrolytic microbubbles in a turbulent channel flow [J]. Exp Fluids, 2011, 50(715-27.
[15] 邓超, 杨丽, 陈海军, et al. Progresses in Research and Application of Micro-Nano Bubble Generating Device [J]. 石油化工, 2014, 043(010): 1206-13.
[16] FLEISCHER I, WU L, PROFIR I, et al. Towards the development of a selective ruthenium-catalyzed hydroformylation of olefins [J]. Chemistry, 2013, 19(32): 10589-94.
[17] NEUBERT P, FUCHS S, BEHR A. Hydroformylation of piperylene and efficient catalyst recycling in propylene carbonate [J]. Green Chemistry, 2015, 17(7): 4045-52.
[18] ALVARADO RUPFLIN L, MORMUL J, LEJKOWSKI M, et al. Platinum Group Metal Phosphides as Heterogeneous Catalysts for the Gas-Phase Hydroformylation of Small Olefins [J]. ACS Catalysis, 2017, 7(5): 3584-90.
[19] DABBAWALA A A, JASRA R V, BAJAJ H C. Selective hydroformylation of 1-hexene to branched aldehydes using rhodium complex of modified bulky phosphine and phosphite ligands [J]. Catalysis Communications, 2011, 12(6): 403-7.
[20] WEI M, ZHANG X, EVANS D G, et al. Rh-TPPTS intercalated layered double hydroxides as hydroformylation catalyst [J]. AIChE Journal, 2007, 53(11): 2916-24.
[21] ELISEEV O L, BONDARENKO T N, BRITVIN S N, et al. Efficient water-soluble catalytic system Rh I -CAP for biphasic hydroformylation of olefins [J]. Mendeleev Communications, 2018, 28(3): 264-6.
[22] RIISAGER A, ERIKSEN K M, WASSERSCHEID P, et al. Propene and 1-Octene Hydroformylation with Silica-Supported, Ionic Liquid-Phase (SILP) Rh-Phosphine Catalysts in Continuous Fixed-Bed Mode [J]. Catalysis Letters, 2003, 90(3-4): 149-53.
[23] ČAPKA M, CZAKOOVá M, HJORTKJAER J, et al. Catalytic activity of homogeneous and silica-anchored rhodium complexes [J]. Reaction Kinetics & Catalysis Letters, 1993, 50(1-2): 71-4.
[24] TAKAHASH M, KAWAMURA T, YAMAMOTO Y. Effect of Shrinking Microbubble on Gas Hydrate Formation [J]. The Journal of Physical Chemistry B, 2003, 2171-3.
[25] MANDELBROT B B. How long is the coast of britain [J]. Science, 1967, 636-48.
[26] CHRISTENSEN D, NIJENHUIS J, VAN OMMEN J R, et al. Residence times in fluidized beds with secondary gas injection [J]. Powder Technology, 2008, 180(3): 321-31.
[27] KLEIJN VAN WILLIGEN F, CHRISTENSEN D, VAN OMMEN J R, et al. Imposing dynamic structures on fluidised beds [J]. Catalysis Today, 2005, 105(3-4): 560-8.
[28] WANG L, WU W, LI X. Numerical and experimental investigation of mixing characteristics in the constructal tree-shaped microchannel [J]. Int J Heat Mass Transfer, 2013, 67(1014-23.
[29] ZHANG C-P, LIAN Y-F, YU X-F, et al. Numerical and experimental studies on laminar hydrodynamic and thermal characteristics in fractal-like microchannel networks. Part B: Investigations on the performances of pressure drop and heat transfer [J]. International Journal of Heat and Mass Transfer, 2013, 66(939-47.
[30] HUANG Y-X, JANG J-Y, CHENG C-H. Fractal channel design in a micro methanol steam reformer [J]. International Journal of Hydrogen Energy, 2014, 39(5): 1998-2007.
[31] ZHANG X, ZHONG L, ZENG G, et al. Process intensification of honeycomb fractal micro-reactor for the direct production of lower olefins from syngas [J]. Chemical Engineering Journal, 2018, 351(12-21.
[32] TEN THIJ G D, VERBEEK A A, VAN D M, T. H. Application of Fractal Grids in Industrial Low-Swirl Combustion [J]. Flow Turbulence & Combustion, 2016, 96(3): 801-18.
[33] XU Z, WANG Y, WANG Y. Prediction of the Effective Thermal Conductivity of Graphitic Foam Using a Fractal Model [J]. Cellular Polymers, 2008, 27(5): 313-21.
[34] LIU J, LIU M, HU Z. Fractal Structure in Gas–Liquid–Solid Circulating Fluidized Beds with Low Solid Holdups of Macroporous Resin Particles [J]. Industrial & Engineering Chemistry Research, 2013, 52(33): 11404-13.
[35] CHEN J, JIANG Y, LI Y. The application of digital medical 3D printing technology on tumor operation; proceedings of the SPIE LASE, F, 2016 [C].
[36] YU W, ZHOU H, LI B Q, et al. 3D Printing of Carbon Nanotubes-Based Microsupercapacitors [J]. ACS Appl Mater Interfaces, 2017, 9(5): 4597-604.
[37] NIKOLAOU P, COFFEY A M, WALKUP L L, et al. A 3D-printed high power nuclear spin polarizer [J]. J Am Chem Soc, 2014, 136(4): 1636-42.
[38] SHALLAN A I, SMEJKAL P, CORBAN M, et al. Cost-effective three-dimensional printing of visibly transparent microchips within minutes [J]. Anal Chem, 2014, 86(6): 3124-30.
[39] KITSON P J, MARSHALL R J, LONG D, et al. 3D printed high-throughput hydrothermal reactionware for discovery, optimization, and scale-up [J]. Angew Chem Int Ed Engl, 2014, 53(47): 12723-8.
[40] LI Y, CHEN S, CAI X, et al. Rational design and preparation of hierarchical monoliths through 3D printing for syngas methanation [J]. Journal of Materials Chemistry A, 2018, 6(14): 5695-702.
[41] WANG G, GU Y, ZHAO L, et al. Experimental and numerical investigation of fractal-tree-like heat exchanger manufactured by 3D printing [J]. Chem Eng Sci, 2019, 195(250-61.
[42] 张丽. 化工材料在3D打印领域的应用与发展 [J]. 化学工业, 2017, 35(2): 37-41.
[43] VA B. CFD education – Past, present, future [M]. 37th Aerospace Sciences Meeting and Exhibit. 1999.
[44] WANG Y. Aerodynamic Drag Reduction of Vehicle Based on Free Form Deformation [J]. Journal of Mechanical Engineering, 2017, 53(9):
[45] 陈光辉,祝华腾,郭秀玲,王伟文,李建隆. 鼓泡破泡一体化高效精馏塔盘流动特性与CFD模拟 [J]. 化 工 学 报, 2017, 68(12): 4633-40.
[46] HONG S-W, EXADAKTYLOS V, LEE I-B, et al. Validation of an open source CFD code to simulate natural ventilation for agricultural buildings [J]. Computers and Electronics in Agriculture, 2017, 138(80-91.
[47] YOUSEFI M, POURMEHRAN O, GORJI-BANDPY M, et al. CFD simulation of aerosol delivery to a human lung via surface acoustic wave nebulization [J]. Biomech Model Mechanobiol, 2017, 16(6): 2035-50.
[48] ZHAO L, LV M, TANG Z, et al. Enhanced photo bio-reaction by multiscale bubbles [J]. Chemical Engineering Journal, 2018, 354(304-13.
[49] DECKWER W D, BURCKHART, R., ZOLL, G. Mixing and mass transfer in tall columns [J]. Chemical Engineering Science, 1974, 29(2177-88.
[50] ASARI M. Effects of Surfactant on Bubble Size Distribution and Gas Hold-up in a Bubble Column [J]. American Journal of Chemical Engineering, 2013, 1(2):
[51] KAZAKIS N A, MOUZA A A, PARAS S V. Experimental study of bubble formation at metal porous spargers: Effect of liquid properties and sparger characteristics on the initial bubble size distribution [J]. Chemical Engineering Journal, 2008, 137(2): 265-81.
[52] R. SCHAFER C M, G. EIGENBERGER. Bubble size distributions in a bubble column reactor under industrial conditions [J]. Experimental Thermal and Fluid Science, 2002, 26(595-604).
[53] PIERO PINO F O, GLAMBATISTA CONSIGLIO. On hydrogen activation in the hydroformylation of olefins with Rh4(CO)12 or Co2(CO)8 as catalyst precursors [J]. Journal of Organometallic Chemistry, 1983, 250(491-7.
[54] VAN VU T, KOSSLICK H, SCHULZ A, et al. Hydroformylation of olefins over rhodium supported metal-organic framework catalysts of different structure [J]. Microporous and Mesoporous Materials, 2013, 177(135-42.
[55] 彭庆蓉, 张春荣 , 戴茂华 , 袁友珠. 超细 SiO2 负载型两亲性铑膦络合物催化性能研究 [J]. 石油化工高等学校学报, 2010, 20(23): 19-22.

1、如文档侵犯商业秘密、侵犯著作权、侵犯人身权等,请点击“文章版权申述”(推荐),也可以打举报电话:18735597641(电话支持时间:9:00-18:30)。
2、网站文档一经付费(服务费),不意味着购买了该文档的版权,仅供个人/单位学习、研究之用,不得用于商业用途,未经授权,严禁复制、发行、汇编、翻译或者网络传播等,侵权必究。
3、本站所有内容均由合作方或网友投稿,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。如您付费,意味着您自己接受本站规则且自行承担风险,本站不退款、不进行额外附加服务。
原创文章,作者:1158,如若转载,请注明出处:https://www.447766.cn/chachong/135057.html,