1引言
1.1研究的背景
自从改革开放以来我国人民的生活质量也越来越高,人们对纺织品的需求也同样越来越高。不过由于中国制造业多年以来都是靠着大量廉价的劳动力和走低端路线。然而随着近些年来劳动成本的提高,各企业之间的竞争压力也越来越大,所以中国的纺织行业面临的市场压力越来越大[1]。
改进生产工艺将有助于提高企业的竞争力。生产过程的改进不仅是市场需求和战略的调整,也是内部的自我完善和调整。由于生产效率低,即使有时遇到好机会,公司也无法竞争,因为低生产率会错过机会。提高生产效率将提高公司的质量。当机遇出现时,企业就能抓住机遇[2]。
1.2研究的目的与意义
改进生产工艺将会提高企业的经济效益。生产过程的改进主要是优化“人,机,材,方,节,能”等生产要素的组合,在理想生产条件下实现高品质,安全低耗,文明生产,从而减少生产成本和生产效率的提高,最终提高企业的经济效益[3]。
本文针对当前河南众成纺织有限公司整装生产线存在的问题,运用生产线平衡理论和工业工程知识对该问题进行分析。针对该公司的工位布局、作业操作流程、人机作业、双手作业等方面进行研究调查,以发现该公司生产线的问题,通过结合所学到的基础工业工程研究方法,提出对问题合理有效的解决方案。
1.3国内外研究及其应用状况
工业工程是诞生现代管理技术和工程管理技术相结合的新的学科。它从诞生到现在已经过去了百年。因为工业工程的出现,发达国家利用它制造并积累了大量宝贵的财富。工业工程的出现大大刺激了这些国家的工业革命。工业工程是为技术和管理两方面的应用而设计的。工业工程的作用就是提高生产率,降低生产成本,减少浪费,降低工人的劳动强度[4]。
1.3.1国外研究及应用现状
IE的发展可以追溯到泰勒的“时间研究”和吉尔布雷斯的“行动研究”。为了找到更节省时间和更高效的工作方法,X泰勒和吉尔布雷斯开展了一系列关于工业工程具有跨时代意义的研究。而后被称为公司工业工程之父的泰勒先生在1881年多作业时间进行了系统的研究并写下了不少经典书籍。。而其中最为影响力的莫过于那篇科学管理方法[5]。并提出了帮助改进工作的科学方法和原则效率在以前的研究基础上。这标志着工业工程研究的诞生和出现。
1.3.2国内研究及应用现状
工业工程在中国起步较晚,比发达国家如日本和X的概念。在中国工业工程方法的出现它可以追溯到改革开放前,“纺织工人”曾在纺纱厂多年,郝建秀。到了1990年左右,一个专家小组,在中国学者和工程师开发的发达国家,如欧洲,X,日本以试验为中国的介绍,在中国工业工程开始走上发展的道路。不过由于我国发展时间比发达国家慢了很多,所以工业工程在中国还是在初期阶段,不过随着中国的快速发展工业工程在中国前途十分光明。日本管理协会三位专家说:“中国的企业不需要在硬件上的努力,只要工业工程方法的应用,改进生产工艺将会提高企业的经济效益。生产过程的改进主要是优化“人,机,材,方,节,能”等生产要素的组合,在理想生产条件下实现高品质,安全低耗,文明生产,从而减少生产成本和生产效率的提高,最终提高企业的经济效益[6]。”
1.4研究内容
本文针对当前河南众成纺织有限公司整装生产线存在的问题,运用生产线平衡理论和工业工程知识对该问题进行分析。然后再过对该公司的工位布局、作业操作流程、人机作业、双手作业等方面进行研究调查,以发现该公司生产线的问题,通过结合所学到的基础工业工程研究方法,提出对问题合理有效的解决方案。
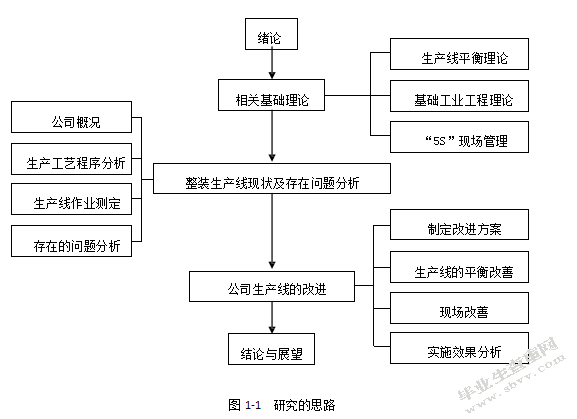
本论文研究问题步骤和方向如下所示:
第一部分:介绍了该厂在大环境下所面临的背景和生产该产品的意义,通过运用专业知识和咨询文献,确定了本文的研究思路和研究内容;
第二部分:与生产线平衡有关的相关理论。介绍了什么是生产线平衡。5W1H的原理,5S等一些列本文所需要的理论,给本文奠定了良好的理论基础。
第三部分:概述出河南众成纺织有限公司生产生产线的基本作业现状和存在的问题分析。
第四部分:通过运用生产线平衡理论和工业工程专业知识对河南众成纺织有限公司的生产整装线进行改进,使用到的方法有:流程程序分析、工艺程序分析、人机作业分析等。最后进行了效果评价。
第五部分:总结与展望。对上述改进方案进行了总结归纳,希望对众成纺织有限公司的生产整装线改进有帮助作用。
1.5研究思路

2生产线平衡相关基础理论
2.1生产线平衡的定义
2.1.1生产线平衡定义
生产线平衡(Line Balancing):它是一种技术手段,调整操作员的操作负荷,均衡生产过程中的所有工序,使各工序的工作时间尽可能接近。生产线各工作站所需的工作时间是尽量使它们相等,从而在整个生产过程中不会有任何等待、积聚或闲置,这将提高生产线的生产效率并实现同步。即生产线平衡[7]。
生产线平衡实际上就是改善生产线不平衡工位现象,消除工时浪费,实现“一流”生产,从而提高人员设备的利用率和生产线的生产效率。该方法的目的是解决操作不平衡引起的生产过剩或不足问题。
2.1.2生产线平衡率的计算
要判断平衡的状态好坏,我们应该有一个可以比较的值,这个值的多少我们就称它为生产线平衡率,该值可以用百分比表示。但是我们首先要确定的是操作工人的每个操作工序时间是不一样的,但正是因为此我们可以把这个叫做最长操作时间周期,换一种)。另一种计算方法也可以通过循啊我们可以通过计算来求得环时间来获得,即每小时的平均产量和产品的CT。(Q,每小时产量)[8]。
1、整装生产线平衡率计算公式
平衡率=[各工位时间总和/(M×工位数)]×100%(2-1)
式中,M为瓶颈时间
平衡损失率=1-平衡率(2-2)
节拍时间=有效时间/目标产量,也即是CT=Te/N(2-3)
其中,Te—计划期内的有效时间
N—计划期应完成的制品产量
CT—流水线生产节拍
2.2标准时间的定义
2.2.1标准时间定义
标准时间通常也被叫做准工作时间,这代表着在正常工作条件下(在特定的环境条件下)和没有外部影响双重影响下,熟悉工序的工人可以根据特定的操作方法已匹配到一定的质量要求。使用特定的工具。完成单位工作量所需的时间是标准工时[9]。
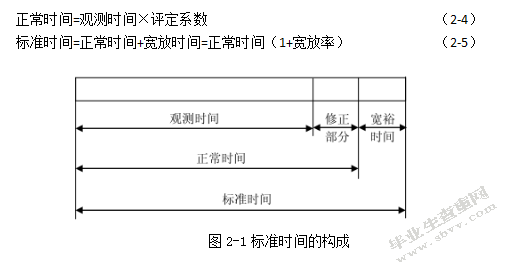
2.2.2标准时间的计算和构成
正常时间=观测时间×评定系数(2-4)
标准时间=正常时间+宽放时间=正常时间(1+宽放率)(2-5)
2.3“5S”现场管理
2.3.1“5S”现场管理的定义
“5S”现场管理的思想最早起源于20世纪中期的日本,现如今已经发展为全世界制造业的标准管理思想。该思想分为整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)和素养(SHITSUKE)五个方面[8]。对企业提高效率和生产率同时也大大减少损失率。
1、整理
①把操作间的东西分为两类一是必要,二是不必要。
②把以上两类必须严格分出来。
③去掉不必要的东西。
2、整顿
①经过第一步的操作后把物品按规定摆放整齐。
②查清每种物品的数量,做好标记,以便使用。
3、清洁
①将操作间的卫生打扫干净。
②一定要确保工车间的卫生。
4、规范
①所有步骤必须按照要求来做。
5、素养
①经常举办具有团结性的活动来提高员工的自身素质。
2.3.2实施“5S”管理的好处和困难
(1)实施“5S”管理的好处
当一个企业实行该管理的时候,可以大大减少现场的浪费现象,最大程度的降低材料的成本。也同样可以使得员工的积极性大幅度提高,给予员工干净舒适的操作环节,提升公司的管理业务水平。
通过实行“5S”现场管理可以给公司带来以下的好处。
1)可以在一定程度上提升操作工人的效率
2)大大降低产品的生产效率,提高生产率。
3)可以保证每个员工的安全,使他们可以更加放心的工作。
4)减少产品的生产成本。
5)可以提高元件的周期使得每个元件更加耐用。
6)提高每个员工的个人素质,同样使得公司的影响力大大提升。
(2)实施“5S”管理的困难
虽然公司实行“5S”管理的好处有这么多,但是任何事情有利就有弊。由于工人之间的素质水平高低不同所以每个企业实行起来都是有困难的。
1)有些操作工人素质较低不愿意配合工作。
2)该管理方法困难存在准备不足的情况。
3)实行这个管理工作的时候有可能难以坚持下去。
4)公司困难存在缺失有效的管理规定
5)公司困难存在发展过快,没有多余的厂房进行存放物品。
2.4四大原则—ECRS原则
ECRS是在5W1H技术的基础之上,对生产线的操作流程进行系统且全面的分析,然后使用ECRS四项基本原则对生产线不合理的区域进行优化,以此实现工作效率的提高[9]。ECRS的四项基本原则为:
①取消:综合考虑现有操作的必要性,不合理的部分可以取消。如何一项动作的产生不能够为整体的生产带来任何经济效益或价值,那么这项操作就显得毫无意义,可以恰当的进行取消,以此避免不必要的资源浪费。
②合并:两项或两项以上的动作进行融合,最后成为一项操作。为了减少操作时间和不同环节之间的衔接过程,需要尽可能的合并操作流程,去除各项重复动作,把剩余的动作恰当的逐一合并在一起。
③重排:对经过取消和合并处理的操作步骤进行相应的梳理和调整,以科学、高效的操作流程为目标,排列出更为合理的作业工序。
④简化:最后一个步骤是对合理排列过后的作业工序进行更深层次的研究分析,挖掘操作流程中是否还存在可以简化的步骤,尽可能的降低作业时间和劳动强度,提高生产线的工作效率。
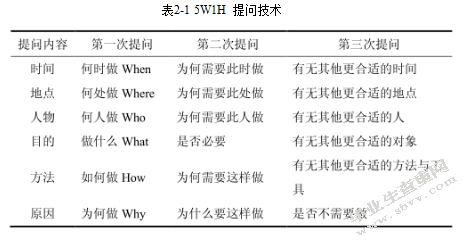
2.5 5W1H技术
5W1H技术,又叫做六何分析法。它是一种思维方式,也是一种科学的分析模式。通常是对研究对象或研究问题的时间、地点、方法、人员、起因、结果这六个阶段进行系统且全面的考察[10]。考察的方式是采用提问后回答的模式,针对一些重点区域,需要对问句的逻辑思维稍作修改,进行多次重复的询问,以此获得较为准确的答案,从而找到解决问题的办法。
3河南众成纺织品有限公司生产线现状与存在的问题
3.1河南众成纺织有限公司现状
3.1.1公司简介
河南众成纺织有限公司是一家位于河南省郑州市的现代化的纺织公司,该公司总面积为48652平方米,其中建筑物的面为积30256平方米,公司拥有固定资产6200万元。该公司拥有8个生产车间。河南众成纺织有限公司是郑州市的重点企业,先后多次获得省、市、区XX的多项荣誉,具有自营对外出口贸易权。公司现代化的办公设施和高效的管理机制为公司的发展提供了坚实的基础和保障。目前公司从管理到业务、单证、财务(工作)实现了全程电脑程序化,CAD计算机辅助设计和制版在同行业名列前茅。
多年以来,随着公司自己慢慢的发展壮大,该公司拥有一支敬业奉献、追求卓越能打硬仗的团队并形成了独特企业文化。河南众成纺织品有限公司以专业的服装技术团队为依托,依靠先进的设备和技术为顾客提供整套售前、售中、售后等优秀服务!
3.1.1公司特点
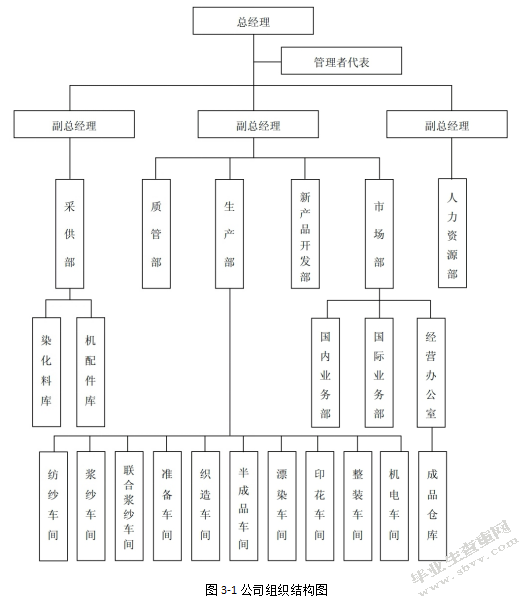
河南众成纺织有限公司现有员工达1300多人,其中技术人员就达到了近200多人,该公司现有8个车间,六大管理部门,分工明确。随着我国人民生活质量的快速提高,人们对纺织品的需求量也大大提升,所以在当前背景下,河南众成纺织有限公司是一个有着巨大潜力的纺织品企业。
公司的组织结构如图3-1所示。
3.1.2公司生产流程研究
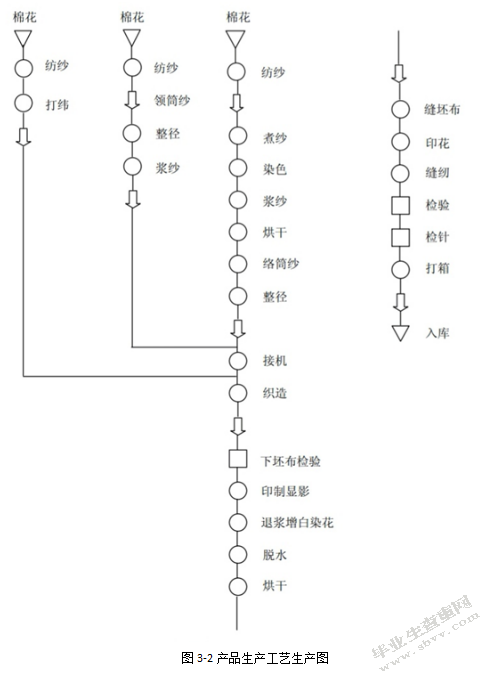
河南众成纺织的毛巾生产工作主要如下图所示的8个车间完成。虽然公司产品品种繁多,每种产品都有不同的特点、规格和风格,但整体流程并没有太大的差异。图3-2为该公司产品的生产工艺流程图。
3.2生产线生产工艺程序现状
3.2.1生产车间的布局
整装生产是毛巾生产最为关键的一环,它的主要任务是处理好漂白和染色。将半成品织成的毛巾布用打孔机打穿成单条,再缝成一条毛巾布,最后再将毛巾布缝上对仓库进行逐一严格的检查、分类和整装。这是整个生产过程的最后一个过程,也是生产和生产的最后一个过程。它的生产是直接影响到整装车间的生产效率。
经过现场调研绘制出整装车间的现场布局如图3-3所示。
3.2.2“5W1H”应用
由图以发现,当检测的次数当检测的次数过多时候,会造成大量的麻烦和两份。通过观察生产线后发现,返修和反冲洗两个工序工人的自由时间多,生产能力明显过剩。然后,利用提问技术对这两个过程中的管理人员和相关人员进行查询,以了解他们的存在。分析问题,减少检查次数,简化生产过程。
现状分析:通过针对修疵、回洗工序提问,结果发现,在一定条件下,这两个程序都可以取消。在维修过程中,如果机车操作员定期清理和维护织机,工作态度严重,可以取消维修过程,提高毛巾合格率;由于工作人员态度不严肃,装配车间的状态是相对的干扰导致毛巾在翻转过程中容易被破坏所以需要取消反冲洗过程。
3.3生产线的作业测定
3.3.1生产线作业测定准备工作
本文的目的是解决毛巾生产过程中所出现的一系列问题。我们可以观察毛巾生产中的每一步,下料过程分为袋,袋,接缝和冲孔,直缝分为捆扎,袋和条,检验分为毛巾和毛巾。检测过程分为针头和送货包装。包装分为五小操作案例:粘小盒子,小盒子,盒子衬里,密封小盒子和大盒子。将操作单元分成这些过程后,有助于了解每个过程的操作内容。接下来,通过操作确定每个过程的操作时间,并分析流水线生产线的现状。
3.3.2生产线作业测定
在以上实验,我们将用秒表对毛巾的生产过程进行观测并连续4次的测定,然后对结果进行数据研究。根据上面的图标可以用下图3-5来表示,这样每个工序的时间就一目了然。图中纵坐标为时间,单位为秒横坐标按各工序依次列出。
3.3.3时间评比与宽放
(1)时间评比
工时测量完成后,不能作为标准工时使用。由于操作员的在完成一项工作的时候时间可能快或慢于平均速度,而且速度还在一直不停的变化中。所以我们得到的数据
必须修正后,工作速度更快的人将被减速,而较慢的人将走得更快。
在实际操作中,影响操作者工作速度的因素很多。员工自身因素以及外部原因。对工作是否熟悉和心里承受压力能力是影响员工的外部条件;它起源于西屋电气公司的西屋公司的方法。水准测量方法以熟练程度、努力程度、工作环境和一致性为评价的四个面。
表3-3员工评定等级表
熟练系数努力系数
较优A1+0.14
较优A1+0.15
A2+0.14 A2+0.13
优B1+0.12
优B1+0.11
B2+0.09 B2+0.09
良C1+0.07
良C1+0.06
C2+0.04 C2+0.03
平均D+0.01平均D+0.01
可E1-0.06
可E1-0.05
E2-0.11 E2-0.09
欠佳F1-0.17
欠佳F1-0.13
F2-0.23 F2-0.18
工作环境系数一致性系数
较优A+0.07较优A+0.05
优B+0.05优B+0.04
良C+0.03良C+0.02
平均D+0.01平均D+0.01
可E-0.04可E-0.03
欠佳F-0.08欠佳F-0.05
3.3.4数据计算
对于给出的关键数据,再结合生产平衡定义来计算。从要求的平均生产节拍(SPT)、生产线平衡率(P)及损失率(d)、平滑性指数(SI)以及单日最大产能(Q单)的角度来计算。
(1)SPT
根据表3-2中的数据,我们就可以得到所以工序加起来的工作时间为113075.4s,而该生产线的时间总共为为75。平均生产周期SPT为:
SPTTi1374.34s
N
(2)生产线平衡率及损失率
PSPT100%74.3%
CT
生产线损失率d为:
d1p25.7%
经过计算可知该公司整装生产线的平衡率为78.6%,损失率为22.5%。根据我们前面的规定计算方法,正是因为d大于了20%,所以该生产线的平衡率较低,则我们应该运用基础工业工程的知识进行改善研究。
(3)平滑性指数由已知数据可算得SI为:
(4)一天最大产能Q单:
由答案可知整装生产线目前生产的毛巾一天最大产量为21236条。
3.4生产线流程存在的问题分析
结合计算结果,从大体来看,整装线上的分工总体上简单明了,便于生产和质量检验,实现了生产模式的一体化和规范化。不过根据所学到的和在现场所学到的,发现了以下的问题:
3.4.1生产线不平衡
由上面数据可以看出毛巾的整装生产线工序不平衡,平缝,剪刀,卡片,贴纸标签,包装等的加工所消耗的时间过多,高于我们所要求的平均值,而测称重,装袋,重量加载等加工时间较快,又快于我们要求的平均时间,所以造成了有大量的空闲时间。短的生产过程已经完成,长的过程时间使得产品积压形成了一份工作。生产能力要求逐步提高,生产过程中存在的隐患。工作人员对于工人的流动没有明确的标准。这使得工人可以自由行动,而且极不协调。虽然表面看起来非常快,但仍然有很大的改进。
3.4.2员工的动作不规范
由于该厂的毛巾大部分的生产不是由机器完成的而是手工,所以不同的人生产的效果就不一样。不同的是,虽然显然可以节省训练所需的时间和金钱,但隐藏的危险是非常大的。工作人员对于工人的流动没有明确的标准。这样宽松的时间要求和工人们自己的习惯大相径庭。所以,工作时间有着很大的不确定性。这就造成了看着其实完成的很快,但到最后效率却没有提高。
3.4.3生产现场混乱
如图3-6所示,厂房内的设备和材料不合理。当人们需要材料的时候,他们就不能迅速到位。他们还需要花时间寻找;中间留下的安全通道没有标明警告线,材料随机放置,工作空间狭窄,而且围墙并不是安全口号,缺乏明确的规章制度,都影响了生产效率的提高。
4河南众成纺织品有限公司生产线的改进对策
通过对以上问题的分析研究,我们通过对该毛巾生产的过程进行细致的观察和分析,使用我们所学的基础工业工程知识对整装线的优化方案,找出问题并改善方法。
4.1生产线改进方案的制定
4.1.1改进目标
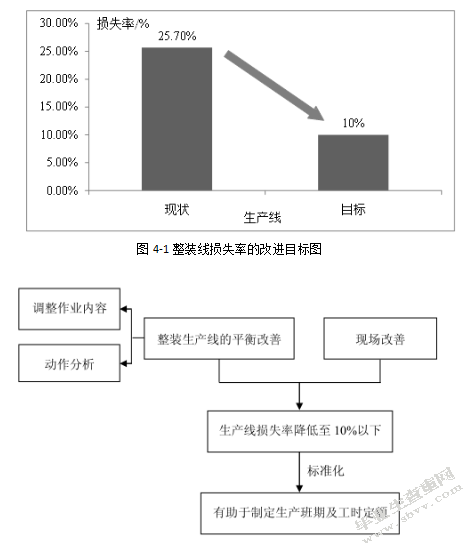
在翻阅该公司档案资料的时候可以查得公司的损失率25.70%,在这种生存率下效率是非常低的,所以应该应用自己所学的工业工程知识来把损失率降到百分之10左右。图4-1为本文的改善计划。图中横坐标表示生产线的情况。
图4-1整装线损失率的改进目标图
4.1.2改进目标方案
在该文中,首先提高了装配线的平衡性。由于生产线在生产线之间的生产能力分布不均,第一步是重新调整操作内容的调整,以确保生产过程不受侵犯,并进行先前的计算。相关数据的操作确定,通过四条原则研究和改进生产线的各个工序,尽可能达到均衡的生产过程。然后在调整了站进行了分析和改进。通过消除和简化动作,提高了瓶颈站的工作效率,减少了劳动时间。
4.2生产线的平衡改进
通过使用先进的技术和方法调整各个工序的作业时间以达到改善生产线平衡,使其更接近生产周期,从而减少员工怠工的可能性,用这种方法可以大大提高生产线的速度。在本文中对毛巾生产线的平衡问题将使用基础工业工程的方法来进行改善,使用对各工序不同的操作手法和改进操作内容并分析动作,找出其中不合理的地方,解决该问题,减少操作工序的时间,最终目的提高生产效率。
4.2.1作业内容调整
由上图可以看出,有好几个工序所需时间太长了,而且高于平均生产节拍。而实行个别的工序用的时间又低于要求时间,所以有大把的空闲时间,这就找出毛巾生产过程中时间分配不均匀的现象。面对这类问题工业工程采用ECRS和加减工人的方法来解决问题目的是均衡各工序的操作时间。根据整理后可得该表。结果如表4-1所示。
4.2.2工序作业调整结果
过ECRS原则来对工人的数量进行缩减,这样可以达到提高生产效率的目的。在生产任务不变的情况下工人减少到75人,提高了效率如图4-3所示。图中横坐标按改进后各工序列出,纵为t。单位为s。
可求解得经过改进之后的平衡率和损失率为:
d'1P'22.6%
由图可以观察出,经过一些列的调整后损失率有了轻微的下降,但与期望值小于10%仍有很大差距。
4.2.3动作分析改进
动作分析是细致的观察并分析出员工在完成这项任务时候手和腿的动作。然后逐一检查找出不合理的地方改正毛病,提高生产率。减少工人们的劳动量和时间。这一过程叫做动作分析。
生产线平衡的改善直接影响到每个工序的工作时间,对装配线的平衡有最直接的影响,而且可以快速有效。在该文中,首先提高了装配线的平衡性。由于生产线在生产线之间的生产能力分布不均,第一步是重新调整操作内容的调整,以确保生产过程不受侵犯,并进行先前的计算。相关数据的操作确定,通过四条原则研究和改进生产线的各个工序,尽可能达到均衡的生产过程。然后在调整了站进行了分析和改进。通过消除和简化动作,提高了瓶颈站的工作效率,减少了劳动时间。
4.3现场改进
1、整理
①把操作间的东西分为两类一是必要,二是不必要。
②把以上两类必须严格分出来。
③去掉不必要的东西。
2、整顿
①经过第一步的操作后把物品按规定摆放整齐。
②查清每种物品的数量,做好标记,以便使用。
结论
随着我国经济的快速发展,纺织行业的快速发展,各企业之间的竞争也越来越激烈。所以如何提高企业的整装生产线成了每个企业员工研究的问题。
生产线平衡是通过使用大学所学的基础工业工程知识来进行改善研究的过程。首先运用工业工程的方法来使得整装生产线达到平衡。找出生产线每个不平衡的地方加以改善,最终达到减少浪费提高生产率的作用。这种研究的思路就是工业工程的思想。
这篇论文以河南众成纺织有限公司的整装生产线为研究对象,其中选取了毛巾的生产为测定方案。通过观察该生产线可以发现该企业存在生产率不平衡和浪费的现象。本论文研究所作的主要工作有如下几个方面。
(1)以毛巾为研究对象然后进行详细的分析研究,把各个工序进行划分以达到的能分清各工序作用的目的。
(2)使用秒表然后采用秒表法对毛巾的生产进行测时,找出各单位工序之间的作业时间。并通过计算出各工序之间的工序时间最后进行评比。
(3)找出工序不平衡的问题,然后制定适合的改善计划,实行并评估,以达到减少浪费的作用。
(4)第一步要想改善生产线要通过制定合适的工序内容来实现,然后对平缝、打卡及贴标签这几个特定工序进行细致的研究,利用工业工程的方法来设定工序时间
(5)对操作间进行管理改善,制定一个符合该公司的奖励惩罚表来鞭策工人,以此来达到提高生产效率的目的。
(6)最后我们把改善完成的各个工序时间作为以后该工序的标准规定时间。
本论文通过使用生产线平衡理论和工业工程知识对该公司的整装生产线进行优化改善。使得该公司的生产线上各个工序的分配较以前达到较大的提升。同样也使得操作工人的操作手法更加规范,效率更高。
参考文献
[1]盛世豪.浙江工业结构演变过程的基本特征[J].中共浙江省委党校学报,2014(01):14-18.
[2]徐学军等.现代工业工程[M].广州:华南理工大学出版社,2013.
[3]杨国栋.实用工业工程[M].沈阳:东北大学出版社,2003.
[4]刘雪林.工业工程原理在西服生产组织管理中的应用[D].苏州:苏州大学,2012.
[5]薛伟,蒋祖华.工业工程概论[M].北京:机械工业出版社,2012.
[6]宋春立.工业工程(IE)实践问答[M].呼和浩特:内蒙古人民出版社,2000.
[7]吴文山.基础工业工程方法在某整理作业中的应用[D].上海:上海交通大学,2005.
[8]易树平,郭伏.基础工业工程[M].北京:机械工业出版社,2009.
[9]F.Jolai,M.Jahangoshai Rezaee and A.Vazifeh.A new hybrid improvement heuristic approach to simple straight.Journal of Intelligent Manufacturing[J].2008
[10]U˘gurÖzcan·Bilal Toklu.Multi-criteria decision making for assembly line balancing.Journal of Intelligent Manufacturing[J].2008
[11]陈青莲.工业企业生产管理自学辅导[M].武汉:武汉大学出版社,1996
[12]窦永昌.精益生产研究[D].上海:复旦大学硕士学位论文
[13]徐学军,陆德谋,李文娇,等.生产线平衡与企业利润关系的研究[J].工业工
程,2009,12(4):41-45
[14]LIKER J.The Toyota Way:14 Management Principles from The World’s Greatest Manufacturer[M].New York:McGraw Hill,2003.
[15]王丽芳.基于工业工程的空气过滤器装配线改进研究[D].太原:山西大学,2011.
[16]David J Spencer.Knitting technology[M].Oxford:Pergamon press,1998.[17]薛伟,蒋祖华.工业工程概论[M].北京:机械工业出版社,2009.
[18]唐贵斌.工业工程在东风汽车公司的探索与实践[J].工业工程与管理,1997(6):42-45.
下载提示:
1、如文档侵犯商业秘密、侵犯著作权、侵犯人身权等,请点击“文章版权申述”(推荐),也可以打举报电话:18735597641(电话支持时间:9:00-18:30)。
2、网站文档一经付费(服务费),不意味着购买了该文档的版权,仅供个人/单位学习、研究之用,不得用于商业用途,未经授权,严禁复制、发行、汇编、翻译或者网络传播等,侵权必究。
3、本站所有内容均由合作方或网友投稿,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。如您付费,意味着您自己接受本站规则且自行承担风险,本站不退款、不进行额外附加服务。
原创文章,作者:写文章小能手,如若转载,请注明出处:https://www.447766.cn/chachong/13591.html,